Nebojte sa, nebudeme rozoberať spájkovanie do posledného detailu. Budeme sa venovať spájkovaniu veľmi drobných vecí – SMD súčiastky, prepoje (vias) mikroskopických rozmerov a podobne.
Spájkovanie drobných vecí býva problém a často to odrádza od realizácie amatérskych konštrukcií so SMD súčiastkami alebo konštrukcií drobných rozmerov. Na prvý pohľad sa zdá, že je to problém – ako zaspájkovať niečo spájkovačkou, ktorá je niekoľkokrát väčšia ako spájkovaný spoj? Dá sa to – treba si ochočiť fyziku.
Najprv trochu teórie
Základnou poučkou pri spájkovaní drobných miniatúrnych spojov: nešetrite tavidlom. Mrhajte ním.
Tavidlo plní dve úlohy – za prvé čistí meď a vývody súčiastok od oxidov – táto vlastnosť je dostatočne známa, a za druhé odstraňuje oxidy z povrchu roztavenej spájky. A práve táto druhá vlastnosť je mmoriadne dôležitá.
Pozrime sa na nasledujúci obrázok, ilustrujúci jednoduchý experiment (obrázok som ukradol z knihy STRAUSS, R. (1998). SMT Soldering Handbook – Surface Mount Technology (2nd ed.) bez dovolenia autora, ak bude mať výhrady, prekreslím ho):
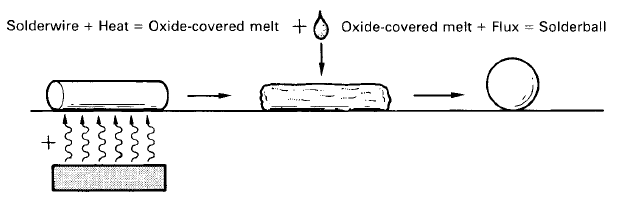
Na prvom vidime valček spájky na nekovovej podložke – ide o obyčajnú spájku, bez tavidla. Na druhom obrázku sme spájku roztavili – kupodivu stále drží tvar valčeka. To je spôsobené oxidmi na povrchu roztavenej spájky. Teraz naň kvapnime trochu tavidla – tretí obrázok. Oxidy sa z povrchu odstránili a vďaka povrchovému napätiu spájky sa táto zbehla do guličky.
Toto je hlavný dôvod, prečo je treba používať nadbytok tavidla. Odstránením oxidov z povrchu roztavenej spájky jej umožníme voľný pohyb a prinútime ju chovať sa tak, ako potrebujeme.
ýaľšou dobrou vlastnosťou spájky je že dokáže dobre viesť teplo. To znamená že nemusíme za každú cenu prehrievať spájkované miesto hrotom spájkovačky – stačí ak na to miesto naženieme roztavenú spájku a ona si spájkované miesto ohreje sama.
Výber materiálu a nástrojov
Čo sa týka výberu tavidla – druh tavidla nie je až tak kritický. Dlho som používal hustý roztok kolofónie v liehu a nanášal som ho tenkým štetcom, dnes používam ZJ-18 – viz http://dealextreme.com/details.dx/sku.20439 alebo http://www.dealextreme.com/details.dx/sku.20583 a dávkujem ich injekčnou striekačkou so skrátenou 0.8mm ihlou. Menej smrdia, zvyšky sa ľahko odstraňujú, výsledok spájkovania je čistejší.
Spájku používam 0.5mm, olovnatú, bez jadra s tavidlom.
Veľmi pomôže aj vhodný hrot spájkovačky. Ja používam tenký hrot so skoseným koncom. Iný som neskúšal, tento typ sa mi zdá najvhodnejší, pretože plôška na konci umožní nabrať majú guľôčku spájky a takisto sa dá šikovne oprieť o vývod súčiastky. Aj keď nenesie hrdý názov „minivlna“, dá sa pomocou neho zaspájkovať aj mnohonožičkový SMD obvod.
Dôležitým nástrojom je aj dobrá pinzeta. Po dlhom hľadaní som našiel: http://dealextreme.com/details.dx/sku.19856. Sú pevné, presné, ostré a ani pri silnejšom stlačení sa neprehýbajú a nevystreľujú súčiastky.
A na záver – spájkové pero vyrobené zo starej fixky. Spájka je vo vnútri zvinutá do špírály a v hrote je utesnená kúskom vaty. Super vec.

Technologické postupy
Miniatúrne drôtové prepoje medzi vrstvami
Pri návrhu obojstranného neprekoveného DPS sa nevyhneme drôtovým prechodom medzi vrstvami. Aby nezaberali priveľa miesta, je potrebné ich urobiť čo najmenšie. Takto sa dajú realizovať prepoje s priemerom medi 1mm a s otvorom 0.3 až 0.4mm, avšak za optimálny rozmer považujem priemer medi je 1.1 až 1.2mm, s izolačnou vzdialenosťou 0.25mm a viac. Pokiaľ sa tieto prepoje nachádzajú v blízkosti iných prepojov, spojov alebo uprostred rozliatej medi, hrozí pri neopatrnom spájkovaní nebezpečenstvo skratu. Avšak existuje jednoduchá metóda, ako takéto prepoje jednoducho, rýchlo a čisto zaspájkovať:
- prestrčte otvorom drôtik tak aby vyčnieval približne 0.5mm
- zalejte ho tavidlom
- na hrot spájkovačky naberte malú guľôčku spájky
- pritlačte túto guľôčkou na koniec drôtika – netreba sa spájku pokúšať dostať na medenú plôšku, stačí ju priložiť na koniec drôtika
- o sekundu-dve spájka sama zbehne po drôtiku a rozleje sa aj po plôške
Výsledok môže vyzerať takto – všimnite si perfektný spoj a čistú meď naokolo:

Vývodové súčiastky
- pred spájkovaním je vhodné vývody skrátiť – zmenší sa tým odvod tepla
- miesto spoja zalejeme tavidlom
- hrot spájkovačky oprieme tak, aby sa dotýkal vývodu a medenej plôšky súčasne
- po jednej-dvoch sekundách sa dotkneme spájkou vývodu, prípadne hrotu aj vývodu súčasne, z protiľahlej strany
- spájka sa po chvíli rozleje dookola okolo vývodu – spájku pridâžame na mieste až kým celý spoj nie je zaliaty
A takto vyzerá výsledok:

Drobné SMD súčiastky
Pokiaľ používate spájkovaciu pastu a horúci vzduch, s drobnými súčiastkami by nemal byť problém. Pri odporoch, kondenzátoroch , diódach a tranzistoroch by nemali vzniknúť žiadne skraty. Pokiaľ by predsalen došlo ku skratu medzi plôškou a neďalekým vodičom alebo plochou, polejte inkriminované miesto tavidlom a zľahka sa ho dotknite hrotom spájkovačky. Mostík by sa mal prerušiť a spájka by sa mala staihnuť na jednu alebo druhú stranu.
Pokiaľ ich chcete spájkovať drobné SMD súčiastky klasickou spájkovačkou, tak skúste nasledovný postup:
- pridržte pinzetou súčiastku na mieste
- medenú plôšku a kontakt zalejte tavidlom
- na hrot spájkovačky naberte maličkú guľôčku spájky
- touto guľôčkou sa dotknite súčasne plôšky aj vývodu
- spájka by mala sama prebehnúť na plôšku a vývod a pekne sa po nich rozliať
Je to trochu rýchlejší postup ako obvykle odporúčané nanesenie spájky na plôšku, prispájkovanie jednej strany a potom druhej.
Zatiaľ čo u púzdier 0805, 0603, MELF a podobne nie je množstvo spájky až tak kritické, u SOT-23 a pod. je treba sa snažiť o čo najmenšie množstvo spájky – inak bude na každom vývode nepekná guľôčka.
Každopádne, na drobné SMD súčiastky je lepšia pasta a horúci vzduch. Výsledok je omnoho úhľadnejší. Ovšem použitie pasty prináša jeden problém:
Pokiaľ nemáme na DPS masku, musíme dať pozor, aby sa spájka pri pretavení nepohla súčiastkou nevhodným spôsobom. Spájka má totiž tendenciu rozlievať sa po medi, vrátane spoja a môže súčiastku skrútiť – tento problém je veľmi citeľný, ak použijeme viac pasty, ako je treba. Maska tomuto javu zabráni – udrží spájku na plôške.
Čiastočne sa tomu dá zabrániť tenkým spojom, opatrným nanesením malého množstva pasty (napríklad cez planžetu), ale najspoľahlivejší spôsob je myslieť na tento problém rovno pri návrhu DPS.
Návrh vľavo je v poriadku. Aj keby došlo k popísanému javu, súčiastka ostane natočená správne a sily sa navzájom vyrušia. Návrh uprostred už môže predstavovať problém a pri návrhu vpravo sa skratu s prostredným spojom nevyhneme.
SMD integrované obvody
O tom, ako ručne spájkovať mnohovývodové SMD obvody je na internete informácií viac ako dosť. Či už s použitím pasty alebo obyčajnej spájky, či s použitím teplého vzduchu, spájkovačky alebo pece … Popisovať to znova by bolo nosením dreva do mora. Pár videí na inšpiráciu:
http://www.youtube.com/watch?v=0iKPsxOMZno
http://www.youtube.com/watch?v=bI-JysHGgog
http://www.youtube.com/watch?v=4V7tBPsECjc
http://www.youtube.com/watch?v=V_cDV92IuWY
http://www.youtube.com/watch?v=wQXhny3R7lk
Ale zmienim sa o jednej veci: Často sa odporúča odsať prebytočnú spájku odsávacím pásikom. Bohužiaľ, tento pásik je schopný vytiahnuť spájku aj spod vývodu – mne sa to skutočne niekoľkokrát stalo – spájka sa odsala a vývod bol niekoľko mikro- alebo nanometrov nad plôškou. Tento problém sa veľmi ťažko hľadal – keď som premeriaval kontakty a dotkol so sa meracím hrotom vývodu, tak som ho pritlačil o DPS a všetko sa zdalo v poriadku.
Pokiaľ by bolo spájky naozaj priveľa, tak sa použitiu pásika nevyhnete. Ale každopádne odporúčam spoje, z ktorých bola spájka odsatá prespájkovať ešte raz – zaliať tavidlom a prebehnúť malou guľôčkou spájky – tak ako je ukázané v zmienených videách.
Pokiaľ je mostíkov len zopár a nie sú veľmi hrubé, polejte ich jednotlivo tavidlom a zľahka sa ich dotknite hrotom spájkovačky. Mostíky by sa mal prerušiť a spájka by sa mala rozbehnúť na okolité vývody. Netreba obiehať všetky vývody.
SMD integrované obvody – QFN, LGA a podobne
Ide o obvody, ktoré majú spájkovacie plôšky schované zospodu. Obvykle odporúčaný postup pri manuálnom spájkovaní je prispájkovať zboku vyčnievajúce hrany plôšok. Faktom je, že tieto plôšky sú len zbytky po výrobe – obvykle nie sú povrchovo upravené a žiadna norma neuvažuje o spájkovaní zboku. Takisto nie je vylúčené, že niektorí výrobcovia tieto plôšky prelakujú alebo ináč schovajú. Problém je tiež s prostrednou plochou – touto metódou ju nie je možné prispájkovať. Keďže v niektorých prípadoch výrobca vyžaduje jej prispájkovanie (či už z dôvodu odvodu tepla alebo uzemnenia), máme problém.
A samozrejme, u LGA tieto bočné plôšky neexistujú vôbec.
Spájkovanie zboku môžme považovať za skutočne núdzovú vec, v prípade že nemáme možnosť použiť teplý vzduch.
Ak máme teplý vzduch, situácia je jednoduchšia.
V prípade že chceme použiť spájkovaciu pastu, musíme si uvedomiť, že pastu musíme naniesť v presnom množstve – pod obvodom nemáme šancu nič opravovať. Takže pastu môžme nanášať jedine s pomocou planžety – vrstva pasty by mala byť 0.1 mm až 0.125 mm, čo je bez planžety nemysliteľné
Ak planžetu nemáme (a nechce sa nám su vyrábať), najčastejšie sa odporúča nasledovný postup:
- naniesť tenkú vrstvu spájky na plôšky na DPS – hrbolčeky vysoké max. 0.2mm
- poliať DPS tavidlom
- osadiť obvod
- pretaviť v piecke alebo teplým vzduchom – obvod si viditeľne sadne a prípadne sa vycentruje
Alternatívna metóda, ktorá sa mne osobne viac páči:
- naniesť tenkú vrstvu spájky na plôšky na obvode – hrbolčeky vysoké max. 0.2mm – buď priamo spájkovačkou alebo nanesieme trochu pasty a ofúkneme teplým vzduchom
- poliať DPS tavidlom
- osadiť obvod
- pretaviť v piecke alebo teplým vzduchom – obvod si viditeľne sadne a prípadne sa vycentruje
Druhá metóda sa mi zdá lepšia – ľahšie sa kontroluje hrúbka vrstvy spájky na plôškach.
Ešte je treba zmieniť tri veci:
- tavidlo by sme mali používať neutrálne, bezoplachové – spod QFN obvodu sa čokoľvek ťažko vymýva
- mali by sme použiť predhrev – trebárs aj obrátenú žehličku – keďže plôšky musíme ohrievať skrz obvod, tak je vhodné čo najpresnejšie dodržať teplotný profil
- množstvo spájky je naozaj kritické – uvedomme si že vydialenosť medzi plôškami môže byť 0.2mm – riziko vzniku skratu je pomerne veľké, a ako som sa zmienil, pod QFN obvodom nielen nič neopravíte, ale ani nič vizuálne neskontrolujete.
Záver
Spájkovanie mikroskopických spojov samozrejme vyžaduje trochu cviku. Ale netreba sa toho báť – aj keď je to neuveriteľné, väčšina SMD súčiastok je osaditeľné v domácich podmienkach.
Chce to len odvahu.
