Koho? Predsa 3D tlačiareň. Nakoniec som neodolal a podľahol som, najmä pod vplyvom pochvalnej zmienky na hrajme.si.
Tlačiareň, o ktorej je reč sa dá zohnať na aliexpress.com (prípadne treba hľadať „Sunhokey Prusa i3“). Jedná sa o stavebnicu tlačiarne v cene 240€, pričom v cene sú aj 2kg filamentu (1kg ABS a 1kg PLA) v cene asi 40€. Po prirátaní cla, DPH a špedičných poplatkov sa dostávame na cenu asi 300€. K tomu treba prirátať cenu novej ohrievacej podložky… o tom si povieme viac neskôr.
Tlačiareň je – za tú cenu – viac ako slušný štartovací kit. A ak sa jedného dňa rozhodneme postaviť si novú, lepšiu, presnejšiu, stabilnejšiu tlačiareň, väčšinu komponentov vieme využiť.
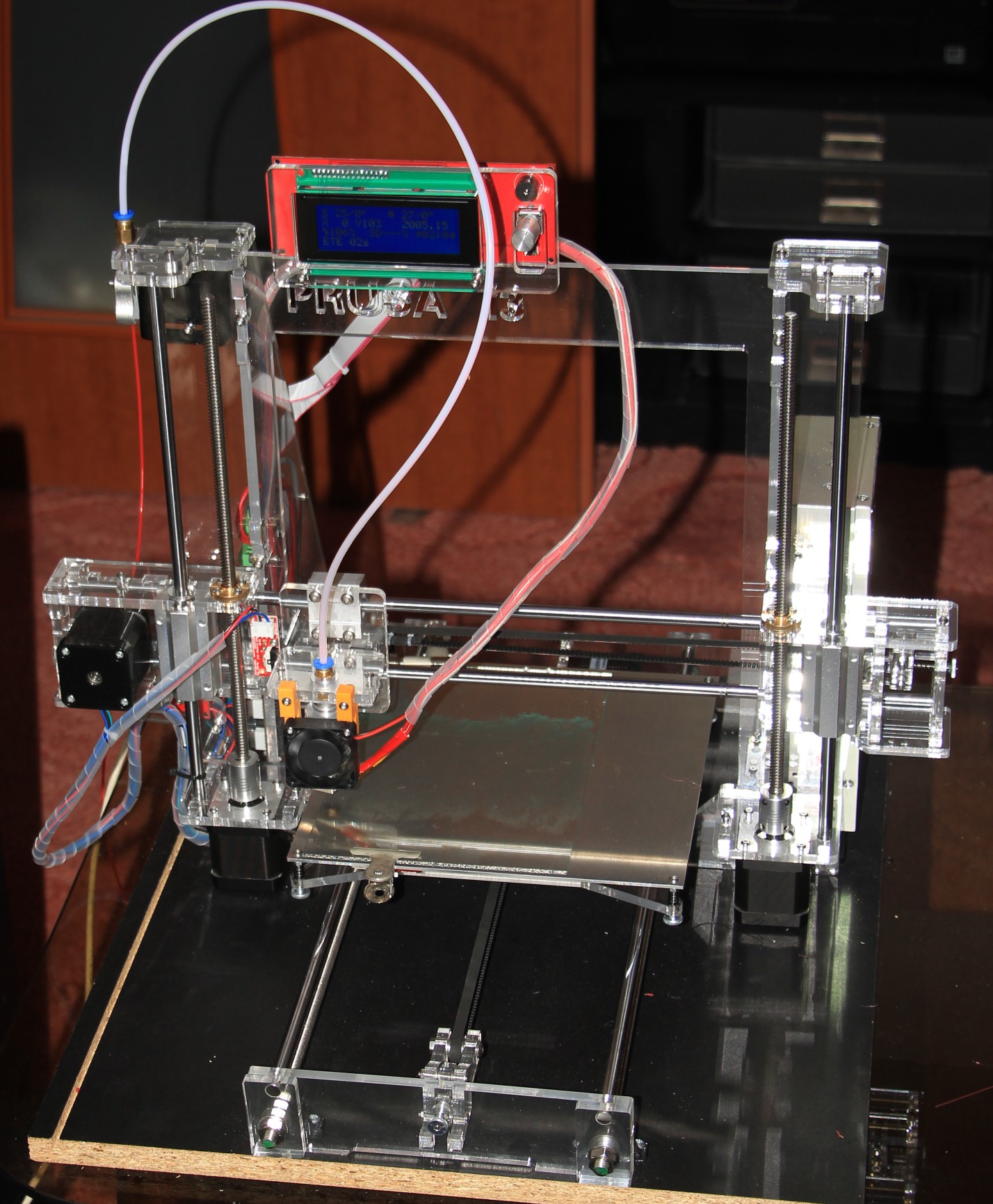
Rám tlačiarne je postavený zo 6mm akrylového skla. Diely sú rezané laserom, sú veľmi precízne a presne zapadajú do seba. Samotná konštrukcia je dobre prepracovaná, samosvorná – po skompletovaní a natiahnutí remeníc diely držia pevne na mieste aj keď skrutky povolia; vďaka tomu tlačiareň nevyžaduje časté kontroly dotiahnutia skrutiek . Stavba tlačiarne je záležitosťou niekoľkých hodín. Mechanické nastavenie je jednoduché, elektronika po zapojení fungovala na prvý pokus. Po prekonaní niekoľkých začiatočníckych chýb (a hlavne identifikovaní všetkých potrebných nastavené v softvéri) sa dá veľmi rýchlo dopracovať k prvým výtlačkom.
Tlačiareň využíva tzv. vzdialený extruder (long distance, resp. bowden type) – motor s podávačom nie je umiestnený pri extruderi, ale posúva filament cez dlhú teflonovú trubičku. Pri tomto type konštrukcie nedochádza k prehrievaniu podávača (a následnému zmäknutiu filamentu a jeho preklzovaniu) – posuv filamentu je spoľahlivejší. Takisto zostava hlavy s extruderom je veľmi ľahká, takže pri posunoch v ose X nedochádza k výraznému chveniu tlačiarne. Na druhej strane tento typ konštrukcie má hysteréziu pri zaťahovaní a vysúvaní filamentu, čo je treba zohľadniť v nastaveniach tlačiarne. Avšak aj s upravenými nastaveniami má tento typ extrudera tendenciu sopliť – malé množstvo filamentu uniká pri presunoch. Ďalšou výhodou je možnosť realizácie tzv. zmiešavacieho extrudera, keď viac podávačov zdieľa jeden extruder.
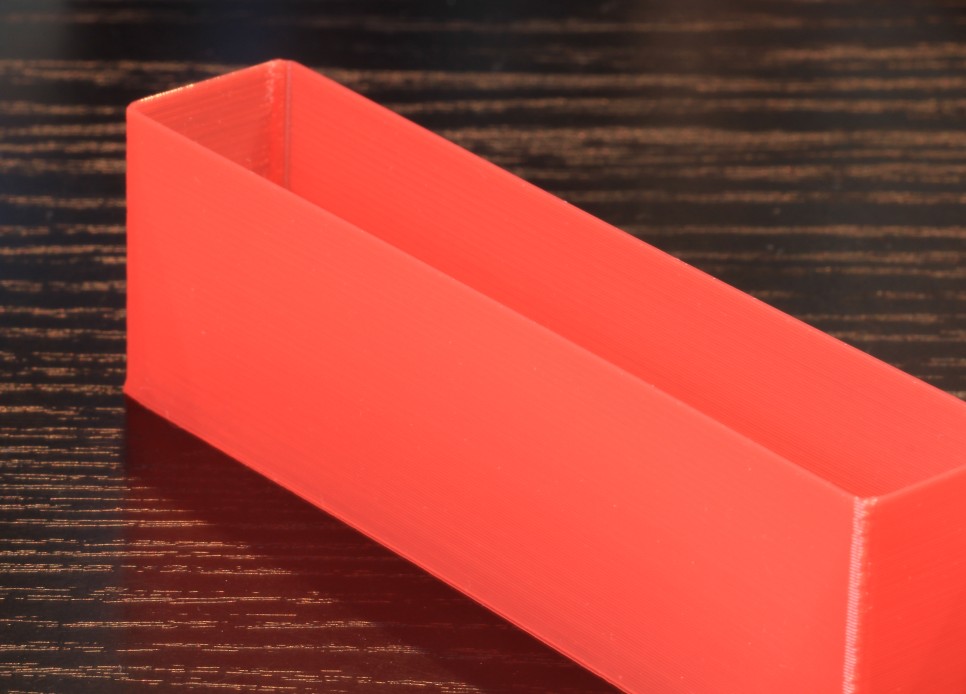
Stretli sme sa s názorom, že pri bowdenovom type dochádza vzhľadom k meneniu polomeru zahnutia k nerovnomernému tlaku filamentu na trysku a tým k nerovnomernému dávkovaniu filamentu. Prax však tento problém nepotvrdila – buď sú tieto zmeny absorbované pružnosťou celého systému alebo ich vplyv je zanedbateľný a nepozorovateľný. Na obrázku vpravo je tenkostenný 10cm dlhý obdĺžnik (hrúbka steny na jeden prechod, t.j. 0.4mm) a nerovnomernosť v dávkovaní filamentu nie je pozorovateľná.
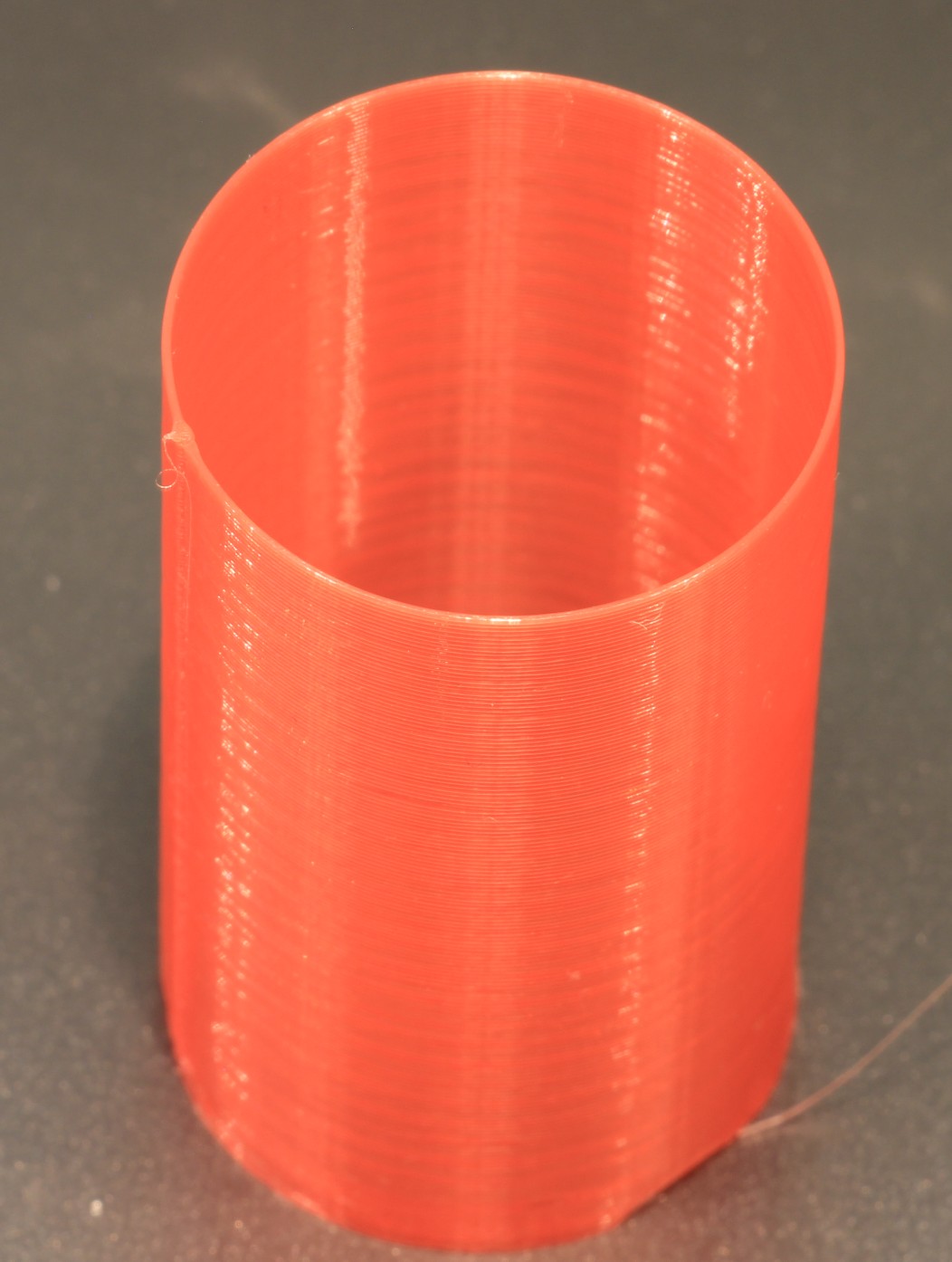
Zaznamenali sme aj názor, že táto tlačiareň – vzhľadom k tomu že používa akrylové sklo ako náhradu za hliníkový rám pôvodného i3 (čo nie je úplne pravda – konštrukcia je spevnená) – sa bude otriasať a výsledky tlače budú neuspokojivé. Prax však ukazuje niečo iné – tenkostenný valec na obrázku vpravo (hrúbka steny na jedno vlákno 0.4mm, výška 50mm, priemer 30mm) neukazuje veľa príznakov takéhoto chovania.
Tlačiareň je riadená doskou MKS Gen2Z. Ide o modifikovanú dosku MKS Gen – úprava je je určená pre riadenie tlačiarní s dvom motormi na Z osi. Bohužiaľ nikde nie je dohľadateľný popis, o aké zmeny sa jedná, najmä či sú na doske hardvérové úpravy, alebo ide iba o zmenený popis a predkonfigurovaný firmvér; to komplikuje prípadné úpravy alebo rozšírenia. Doska je predkonfigurovaná, všetky parametre motorov a mechaniky sú prednastavené, tlačiareň chodí na prvé zapojenie. Celok je napájaný zdrojom 12V/30A s aktívnym chladením a zdá sa dostatočne dimenzovaný.
Poznámky k stavbe
Stavba nie je zložitá. Akrylové diely do seba perfektne zapadajú, inštalačného materiálu je dostatok. Na priloženom DVD sa nachádza video-návod. Jeho jedinou slabinou je kombinácia prehľadného plastu, bieleho pozadia a nízkeho rozlíšenia – nie je tam vidno skoro nič, ale aj to málo stačí.
Pri zapájaní elektroniky je treba konzultovať obrázok z priloženého DVD s rozmiestnením. Zapojenie je opäť bezproblémové, káble sú dostatočne dlhé. Bohužiaľ, nikde nie je zmienka o tom kadiaľ viesť a ako upratať kabeláž, ale s trochou fantázie sa to dá zvládnuť. Na čo treba dávať pozor:
- Treba dávať pozor na orientáciu dielov; vďaka nízkej kvalite inštruktážneho videa nie je vždy dobre vidieť orientáciu plastových dielov. Je lepšie si pozrieť celé video naraz a skúsiť poskladať celú konštrukčnú skupinu na sucho. Problém sa obvykle ukáže pri poslednom dieliku.
- Pri zapájaní motorov som mal nejako zafixované, že dolný vozík je súradnica X. Nie je to tak. Vozík je súradnica Y. Zradné je, že praxi sa táto zámena nemusí prejaviť hneď, avšak pri tlači dielov kde na orientácii záleží sa prejaví ako zrkadlenie osi X.
- Nezabudnite nalepiť chladiče na drivery krokových motorov.
Problémy a vylepšenia
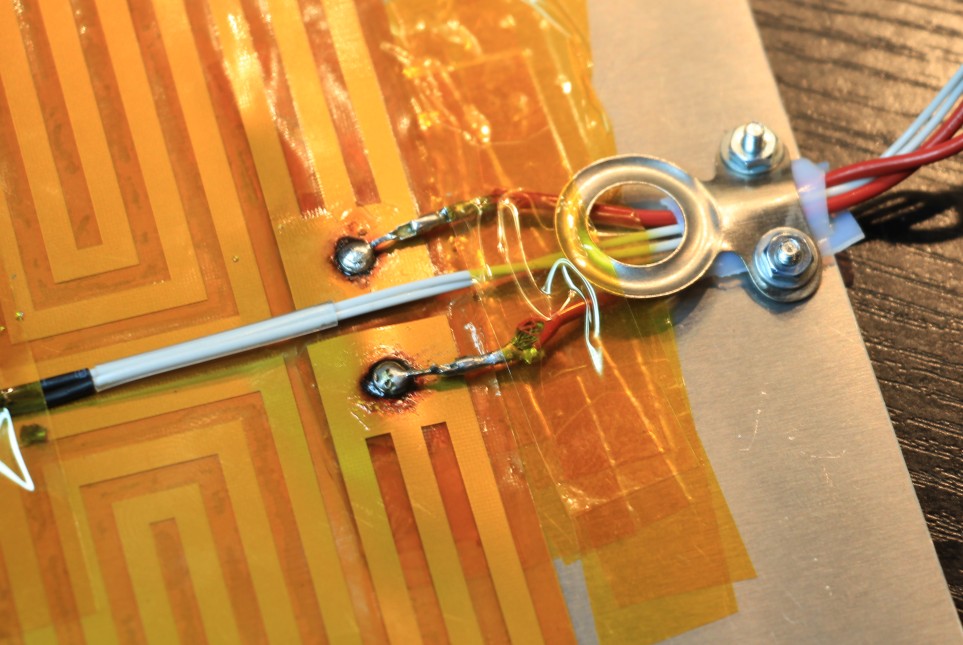
Skutočne slabým miestom tejto tlačiarne je ohrev podložky. Káble k nemu vedúce (napájanie a snímač teploty) sú v podstate najnamáhanejším miestom v tlačiarni. Napriek tomu sú káble fixované kúskom kaptonovej pásky a prispájkované nekvalitnou matne šedou spájkou. Prvýkrát kábel odpadol po štyroch hodinách, po opätovnom prispájkovaní po troch hodinách a po mechanickom zafixovaní síce neupadol úplne ale spájkovaný spoj sa rozpadol a kontakt bol nespoľahlivý. Nepomohli žiadne pokusy o vytvorenie spoľahlivého pripojenia. Miesto pripojenia vodičov postupne černelo a oxidovalo, kontakt nikdy nebol spoľahlivý, zrejme bol problém aj s kontaktom medzi spájovacím očkom a medenou fóliou. Na obrázku vpravo je vidieť výsledok po niekoľkých opravách a úpravách tesne pred vyhodením.
Nakoniec sa ako jediným riešením ukázala výmena podložky.
Vhodné typy podložiek sa dajú zohnať na aliexpress.com a sú obvykle značené ako MK2B alebo MK3. Podložka by mala mať rozmer 214x214mm, rozteč otvorov 209mm až 210mm. Podložka MK2B je iba doska plošného spoja, ktorú namontujeme zospodu na hliníkovú dosku, ktorú už máme. MK3 je kompletná hliníková doska – táto doska by mohla mať lepšie vyriešený prechod tepla (a tým kratšie časy ohrevu). Ja som použil MK2B, ktorú som vedel kúpiť okamžite v najbližšom obchode s 3D tlačiarňami.
Postup výmeny nie je zložitý, je to práca na 10 minút – uvedený postup platí pre podložku typu MK2B:
- Z hliníkovej podložky odstráňte ohrievaciu fóliu a zahoďte ju; izolačnú tkaninu, teplotný snímač a vodiče zachovajte
- Zaizolujte kaptonovou páskou odkryté kontakty na strane so špirálou
- Pripevnite podložku k hliníkovej doske pomocou pôvodných 25mm skrutiek a M3 matiek, ktoré zvýšili z montáže
- Pripojte vodiče podľa inštrukcií na podložke (na stranu, kde nie je vidno špirálu), snímač teploty zasuňte do otvoru v strede a zafixujte kaptonovou páskou
- Spodnú stranu prekryte bielou izoláciou a zaistite ju kaptonovou páskou tak, ako na pôvodnej doske.
- Dosku primontujte obvyklým spôsobom. Odporúčame vodiče zafixovať o akrylový vozík, aby sa minimalizovalo namáhanie spájkovaných spojov.
Ďalšie problémy či úpravy sú nepodstatné maličkosti, ktoré nemajú na funkciu veľký vplyv:
- Pokiaľ tlačiareň nebude mať stabilné stanovisko a plánujeme ju presúvať z miesta na miesto, odporúčam ju zafixovať na pevnú podložku. Vytlačil som si niekoľko úchytiek tvaru U (život je zrazu o kus jednoduchší) a závitové tyče som zafixoval o podložku.
- Uchytenie LCD displeja nie je dostatočné – časť s tlačítkami nie je podopretá a prehýba sa. Takže je to dobrá príležitosť skúsiť vytlačiť nový držiak displeja.
- A nakoniec, stojan na cievku s filamentom: treba ho prilepiť lepiacou páskou na podložku. Niektoré filamenty – hlavne s tlačiarňou dodaný PLA – sa odvíjajú trhane a nestabilný stojan má tendenciu prevracať sa. Neskôr si treba vytlačiť niečo lepšie.
Mechanické nastavenie
Pred prvou tlačou musíme zarovnať os Z a nastaviť výšku a rovinnosť stola.
Zarovnanie osi Z je možné realizovať pomocou kovového profilu, ktorý sa preloží krížom cez obidve klietky s motormi (najlepšie sa osvedčil L-profil) a ručným otáčaním závitovými tyčami sa hlava nastaví na úroveň profilu. Nastavenie treba samozrejme urobiť pri polohe hlavy úplne vľavo a úplne vpravo; nastavenie je treba zopakovať 2-3 krát.
Vzdialenosť trysky od podkladu (v tomto prípade od kovového profilu) sa vizuálne ťažko kontroluje. Alternatívnym riešením je použiť tenký papier (hodvábny alebo cigaretový), ktorý podložíme pod trysku. Keď s ním ide pod tryskou pohybovať, ale už sa zadrháva, resp. ide ťažko, máme nastavenú optimálnu vzdialenosť. Inou metódou je poklepová metóda – jemným poklepom na extruder kontrolujeme zvuk, ktorý vydá tryska pri náraze na podklad. Keď zvuk zmizne, tryska sa už dotýka podkladu a treba sa vrátiť o malý kúsok späť.
Druhým krokom je nastavenie rovinnosti stola. Cieľom nie je, aby bol úplne vodorovne, hlavným cieľom je aby tryske bola rovnako vzdialená od stola po celej jeho ploche.
- Dotiahnite skrutky v rohoch stola do jednej tretiny
- Nastavte doraz osi Z tak, aby hlava ostala nie viac ako 0.5mm nad stolom; po každej zmene nastavenia dajte hlavu zaparkovať (pomocou voľby na LCD paneli), až dosiahnete požadovanú vydialenosť
- Tlačiareň vypnite
- Postupne presúvajte hlavu/vozík a pomocou skrutiek nastavte nulovú vzdialenosť v každom rohu
- Nastavenie zopakujte 2-3 krát
Postup si treba nacvičiť; je to otravná procedúra, ale bude ju treba často opakovať. Správne nastavenie rovinnosti stola a vzdialenosti je základným predpokladom úspešného prichytenia prvej vrstvy.
Nastavenie softvéru
Na priloženom DVD je k dispozícii softvér Repetier. Tento softvér slúži ako komplexný frontend pre tlačiareň. Repetier vie využívať služby viacerých slicerov: po inštalácii je k dispozícii Slic3r a CuraEngine. Pre prvé pokusy odporúčame Slic3r – jeho konfigurácie je prehľadnejšia, intuitívnejšia a prednastavené hodnoty sú bezpečné, takže sa pri prvých pokusoch vyhneme zložitému nastavovaniu.
Aktuálna verzia je k dispozícii na www.repetier.com. Po inštalácii na pod Windows je treba zastaviť a zakázať automatické štartovanie služby Repetier-server. Pre prácu nám bude stačiť Repetier-host, priamo komunikujúci s tlačiarňou cez virtuálny COM port, komunikácia cez Repetier-server prináša zbytočné komplikácie.
Po nainštalovaní treba nastaviť niekoľko parametrov. Niektoré parametre sa nastavujú vo voľbách programu Repetier, ďalšie sú parametre slicera. Niektoré parametre treba nastaviť na dvoch miestach: zatial čo CuraEngine preberá niektoré parametre z nastavení Repetiera (napr. rozmer trysky), pre Slic3r ich treba nastaviť priamo v nastaveniach Slic3r. Nastaviť treba najmä:
- Parametre komunikácie
- Typ firmware, resp. variantu G-code (RepRap/Marlin)
- Geometrické rozmery (200mmx200mmx180mm)
- Veľkosť trysky (0.4mm)
- Priemer filamentu (1.75mm)
- Dĺžka retrakcie (4mm alebo 5mm)
- Teplota podložky a teplota trysky (platí pre dodané filamenty):
- pre PLA: podložka 65 stupňov, tryska 195 stupňov
- pre ABS: podložka 100 stupňov, tryska 250 stupňov
Ostatné parametre môžeme nechať pri prvých pokusoch nezmenené.
Prvá tlač
Najprv musíme pripraviť tlačovú plochu – najjednoduchší spôsob je polepiť plochu stola páskou, na ktorú sa výtlačok dobre prichytí. Môžeme použiť pribalenú žltú pásku, avšak táto je vhodná len pre tlač ABS. PLA sa na túto pásku prichytí tak, že nejde oddeliť. Pre tlač PLA môžeme použiť štandardnú kaptonovú pásku.
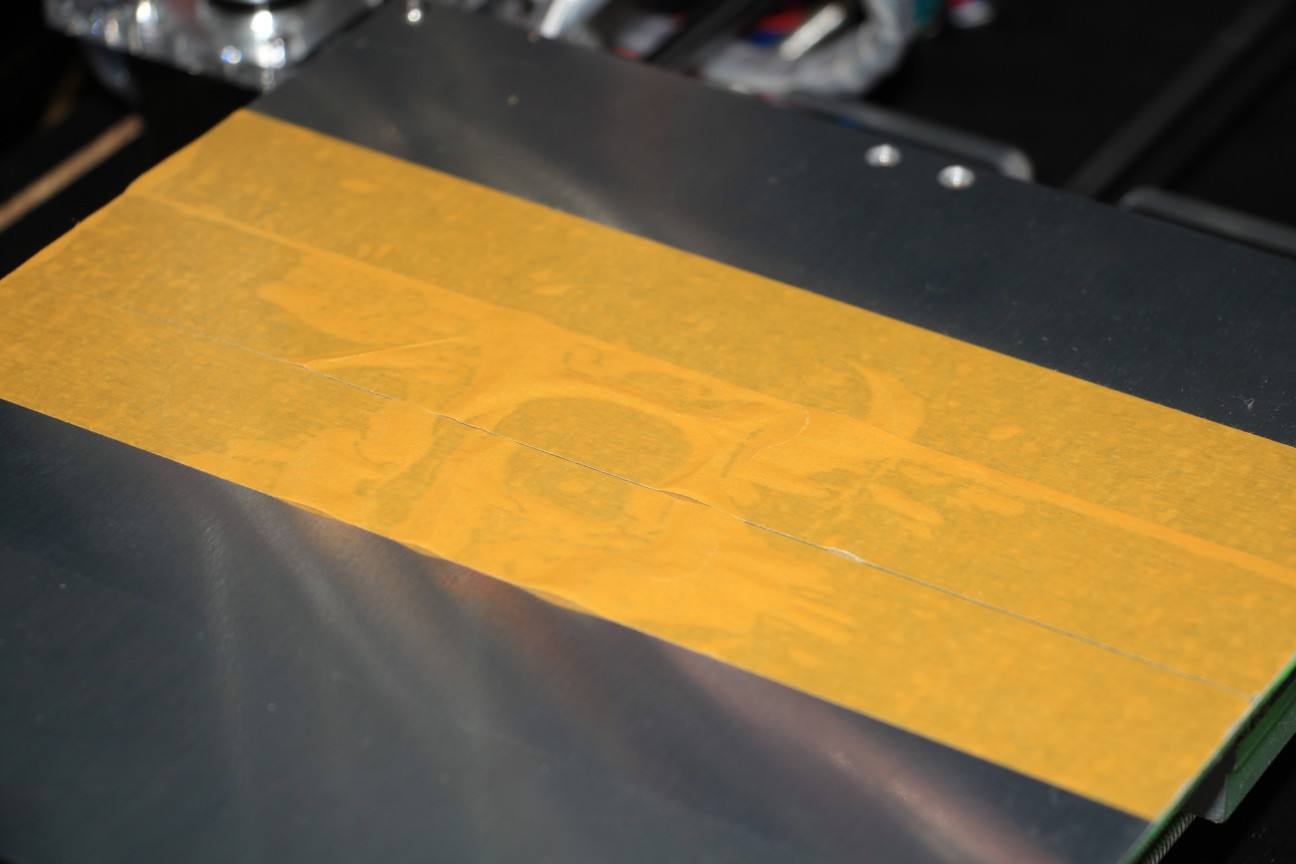
Odporúčame začať malými modelmi. Väčšie modely sú citlivejšie na správne nastavenia a hlavne páska ako podklad nie je pre tlač väčších modelov vhodná – páska sa pod vplyvom pnutia odlepuje od povrchu, takže výsledný výrobok je deformovaný. Na obrázku vpravo je vidno ako vyzerá povrch s páskou po tlačení väčšieho modelu (ktorý nakoniec išiel do odpadu).
Hotové modely vhodné na prvé pokusy sa dajú nájsť napríklad na www.thingiverse.com (a samozrejme na mnohých iných miestach) – napríklad testovací obdĺžnik, cievka alebo busta Lenina (zmenšená na polovicu). Taktiež v prílohe tohoto článku nájdete niekoľko modelov, ktoré sme použili na testovanie presnosti.
A ďalej je to o skúšaní a hľadaní optimálnych parametrov. 3D tlač je tak trochu alchýmia, neexistuje ten jediný a správny postup. Každý filament sa chová inak – či už rôznych značiek alebo rôznych farieb tej istej značky, každý model môže vyžadovať mierne odlišné nastavenia – kombinácií je nespočetne. K niektorým témam sa vrátime, tak ako budeme prekonávať naše vlastné začiatočnícke problémy.
Na stiahnutie
