… a späť ku sklu

Originál BuildTak s poškodením od PETG
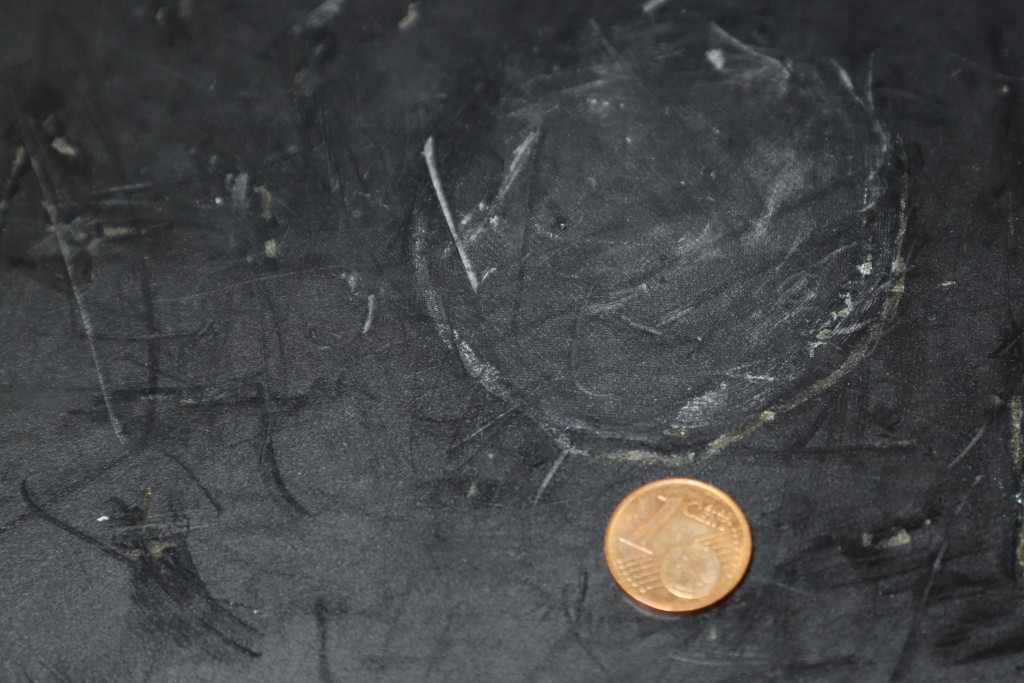
Nepravý „buildtak“, detail opotrebovaného povrchu

Nepravý „buildtak“ s poškodením od polykarbonátu

PEI a ABS pri 80 °

PEI a ABS pri 100 °
Zničená PEI podložka po dvoch dňoch
Odtlačok poškodenej podložky
Patríme k staršej generácii 3D tlačiarov. Začínali sme v období, keď sa tlačilo najmä na modrú maliarsku pásku, kaptonové pásky, sklo s lakom na vlasy a sklo potreté roztokom ABS prípadne tyčinkovým kancelárskym lepidlom.
Po vyskúšaní rôznych slepých uličiek sme nakoniec na dlhý čas zakotvili u zrkadla s lakom na vlasy (Syoss č. 5) pre PLA a zrkadla s tyčinkovým lepidlom pre ABS/ASA, prípadne s roztokom ABS ak tyčinkové lepidlo nefungovalo uspokojivo pre danú farbu či výrobcu filamentu. Pokrok v podobe podložiek zo špeciálnych materiálov išiel mimo nás.
Ale nakoniec dozrel čas a niekoľko špeciálnych podložiek sme vyskúšali. Spúšťačom bol BuildTak pribalený ako darček k polykarbonátu od firmy PolyMax.
Aké podložky sme vyskúšali:
- originál BuildTak
- lacný čínsky nepravý „buildtak“
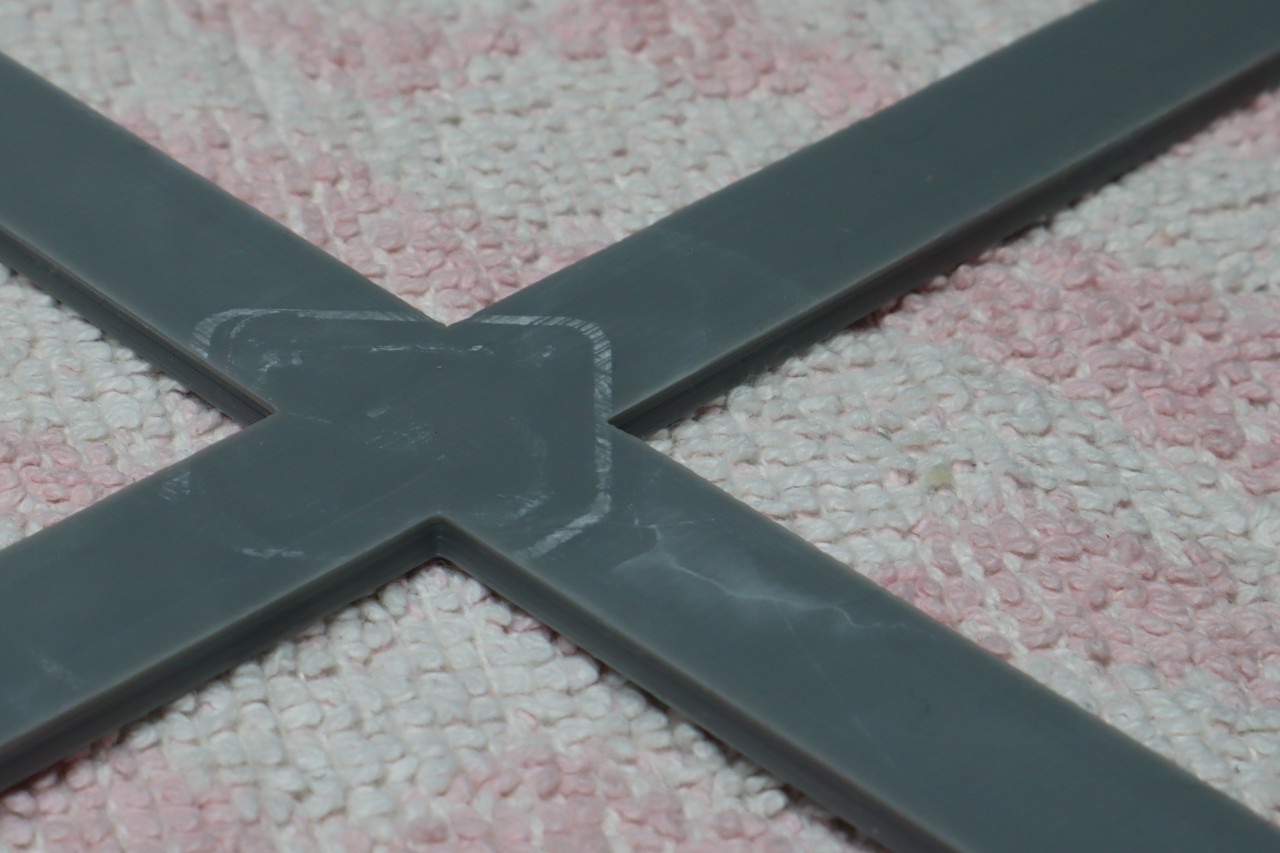
- PEI fóliu na pružnej oceľovej podložke
Originál Buildtak sme nalepili na zrkadlo (aby sme dosiahli rovný povrch). Podložka ako taká je veľmi tenká a priľnavosť ku sklu je výborná – neodlepuje sa ani pri značnom mechanickom namáhaní. BuildTak sme skúšali najmä s problémovými materiálmi ako ABS a ASA, no tiež s polykarbonátom a PETG. Výsledky boli dobré. Podložku stačilo nahriať na nižšiu teplotu (približne 70°). ABS/ASA držalo dobre, i keď sa úplne nepodarilo zabrániť nadzvihovaniu rohov. Polykarbonát a PETG držali až príliš dobre – niektoré výtlačky sa nepodarilo z podložky odstrániť bez mierneho poškodenia podložky. Výtlačky držia na podložke aj po vychladnutí a treba ich pomocou špachtle a hrubej sily odstrániť.
PLA sme s originál BuildTak-om neskúšali – nechceli sme kombinovať nekompatibilné materiály v obave, aby zbytky materiálu na podložke nebránili prichyteniu výtlačku z iného materiálu.
Pri tlači zo zmršťujúcich sa materiálov sme zistili, že pnutie v materiáli dokáže BuildTak odplepiť od skla. Obmedziť tento jav sa dá okamžitým odstránením výtlačku z podložky po ukončení tlače. Ponechať výtlačok na podložke do druhého dňa môže viesť ku vzniku bublín na podložke.
Falošný „buildtak“ sa dá kúpiť na obvyklom mieste. Link je uvedený pod článkom. Táto podložka je pomerne hrubá a relatívne mäkká, čo spôsobuje väčšiu náchylnosť k poškodeniu. Priľnavosť ku sklu je veľmi dobrá. Keďže tejto podložky sme mali k dispozícii viac kusov, vyskúšali sme tlač viacerých materiálov.
ABS/ASA držali na podložke dobre, podobne ako s originálnym BuildTak-om. Problém bol s vnútorným pnutím chladnúceho materiálu – sila pôsobiaca na podložku dokázala odlepiť podložku od skla, čo viedlo k vzniku bublín.
Polykarbonát a PETG držali na podložke tak silno, že bez jej zničenia nešli odstrániť.
Veľmi dobré výsledky sme dosiahli s PLA – tlač PLA je možná na studenej podložke a výtlačok je možné s použitím hrubej sily odstrániť väčšinou bez vážnejšieho poškodenia povrchu podložky.
PEI fóliu na pružnej oceľovej podložke sme skúšali najprv s ABS a PETG. Najprv nešlo o skúšanie PEI ako takého – vlastnosti sme očakávali s malými odchýlkami podobné ako u dvoch vyššie zmienených materiálov – ale o testovanie pružnej podložky. Výsledky neboli až tak presvedčivé. Výtlačok od pružnej podložky odskočí iba v prípade, ak sa neohýba spolu s podložkou. Tenké vrstvy – napríklad vytlačená sukienka či nepodarok, ktorého tlač sme museli zrušiť po pár vrstvách prípadne kompletný veľkoplošný – avšak nízky – výtlačok z podložky neodskočí ani keď ju zrolujeme do trubičky.
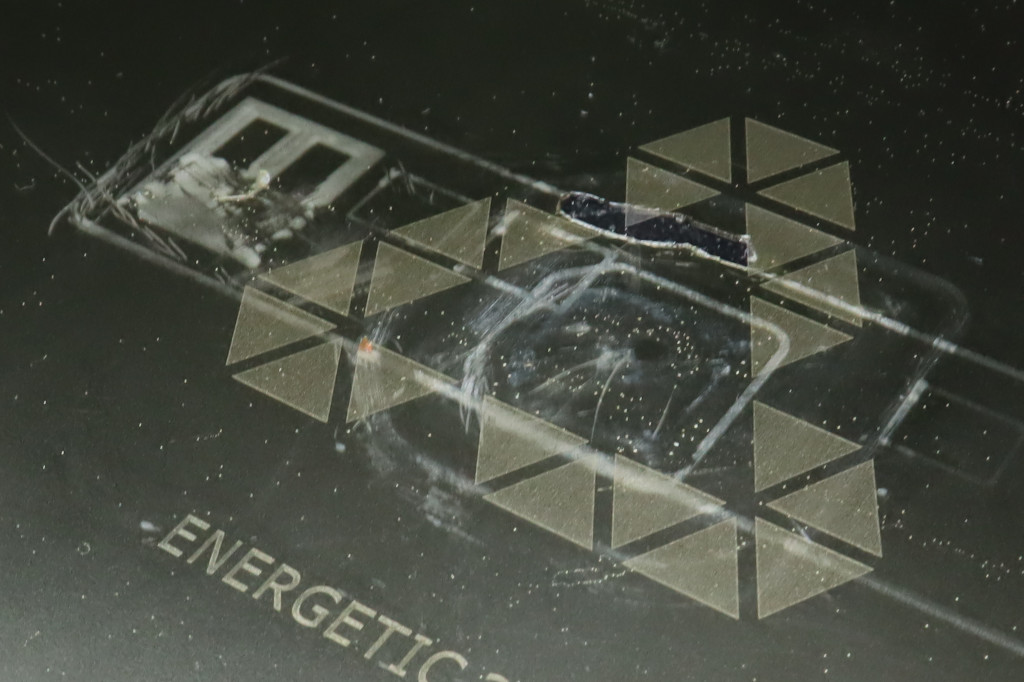
Prekvapivo dobré výsledky sme dosiahli s ABS. Pri teplote podložky poctivých 100° sa aj veľkoplošný výtlačok na podložke udržal po celej ploche. Výsledok je vidno na obrázku vpravo.
PETG držalo na podložke veľmi silno. Išlo oddeliť iba s pomocou špachtle. Samotné ohýbanie podložky nestačilo. PEI fóliu sme pre tlač z PETG skúsili vylepšiť pomocou dodatočnej adhéznej vrstvy – aby sme dosiahli nižšiu adhéziu. Výsledok nestál za veľa – výtlačok síce išiel od podložky oddeliť, avšak adhézna vrstva ostala na výtlačku, nie na podložke.
Nakoniec sme vyskúšali aj PLA – so štandardným výsledkom – výtlačok držal dobre, po vychladnutí sa pekne odlúpol.
Podložka s PEI fóliou nevydržala dlho – zničili sme ju výtlačkom z PETG.
Toľko k jednotlivým podložkám. Pozrime sa teraz na spoločné problémy.
Prvým problémom je, že výtlačok drží silno na podložke aj po vychladnutí. To vedie k potrebe používať špachtľu a hrubú silu pri odstráňovaní výtlačku z podložky a následné poškodenie podložky. Pružná podložka pomôže iba v prípade, keď sa výtlačok neohýba spolu s podložkou. Použitie hrubej sily vedie k poškodeniu výtlačku. Toto je veľmi citeľné pri tlači malých a detailných výtlačkov (ako napríklad železničné modely v mierke 1:120), kde použitie sily vedie prakticky vždy k poškodenu výtlačku.
Druhým problémom – nemenej závažným – je trvanlivosť podložiek. Či chceme alebo nie, povrch podložky sa postupne opotrebúva a poškodzuje. Škrabance a zbytky filamentu sa prenášajú na nasledujúce výtlačky. Navyše vplyvom pnutia zmršťujúcich sa materiálov vynikajú na podložke ťažko odstrániteľné bubliny. Prepichnutie ihlou a opätovné pritlačenie k podložke pomáha iba čiastočne, na podložke ostávajú nerovnosti, ktoré negatívne ovplyvňujú kvalitu prvej vrstvy.
Tretím problémom je udržiavanie čistoty podložky. Ak sa materiál silnejšie vtlačí do povrchu podložky tak je problém zbytky materiálu odstrániť a podložku očistiť. To vedie k vysokým nárokom na presné nastavenie vzdialenosti trysky od podložky, najmä ak nepoužívame automatické vyrovnávanie. Ak sú na podložke nerovnosti (napríklad bubliny), tak sa „vmasírovaniu“ materiálu do podložky nedá úplne zabrániť. Odstrániť takéto zbytky je prakticky nemožné mechanickou cestou – riešením je vytlačiť „čistiacu plochu“ (napríklad kváder 100 x 100 x 0,4 milimetra) a nečistoty odlúpnuť spolu s touto plochou.

A tak sa oblúkom vraciame ku sklu s nanesenou adhéznou vrstvou. Nie úplne na začiatok. Namiesto laku na vlasy a tyčinkového lepidla testujeme špeciálne materiály určené pre 3D tlač: 3DLAC a Magigoo. K nim sa bližšie vrátime v samostatnom článku.
Na záver si zhrňme si hlavné výhody tlače na sklo s nanesenou adhéznou vrstvou:
- vysoká mechanická odolnosť povrchu
- výrazná zmena priľnavosti adhéznej vrstvy po vychladnutí a následné samovoľné uvoľnenie výtlačku
- jednoduché udržiavanie kvalitného povrchu – adhézna vrstva sa dá kedykoľvek odstrániť a nanovo naniesť
Špeciálne povrchy nezatracujeme. Možnosť tlačiť PLA na studenú podložku má svoje výhody a snáď bude mať svoje miesto pri tlači „umeleckých“ predmetov. Pružná podložka s PEI fóliou prináša najmä výhody pružnej podložky a hodí sa najmä na tlač z ABS.
Bohužiaľ ani jedna z podložiek sa nedá použiť pri tlači malých predmetov 0.2mm tryskou.
Kde sme nakupovali
Originál BuildTak: https://www.3djake.com/buildtak/3d-print-surface
Nepravý „buildtak“: https://www.aliexpress.com/item/32843847086.html
Pružná podložka s PEI fóliou: https://www.aliexpress.com/item/1000007017716.html
Magigoo: https://www.3djake.com/magigoo/3d-glue-stick
Vyššie uvedené linky a všetky linky na tovar v tomto článku sú súčasťou partnerského programu (affiliate links). Zakúpením tovaru protredníctvom uvedených linkov nám doprajete malú províziu od predajcu. Pokiaľ dospejete k názoru že províziu nepotrebujeme, neklikajte na link a skopírujte text linku do adresového okna Vášho prehliadača. Ďakujeme za podporu.
