3D tlačiareň je vlastne zariadenie, ktoré dokáže pohybovať tlačovou hlavou v troch smeroch a má k dispozícii niekoľko digitálnych vstupov a výstupov spolu s niekoľkými analógovými a servo výstupmi. To otvára isté možnosti, ako dostať z 3D tlačiarne niečo viac. O týchto premenách bude tento miniseriál.
Prvou premenou je premena na laserovú gravírku.
Najprv si povedzme niečo o príncípoch, ktoré chceme pri premenách zachovať. Prvým princípom je zachovanie pôvodnej funkcie 3D tlačiarne. Žiadne nevratné zmeny, žiadne nekompatibilné úpravy.
Druhým princípom je jednoduchosť premeny, ktoré nesmie trvať viac ako minútu. Doslova. V podstate sa musí jednať o pripojenie alebo odpojenie 2-3 konektorov a beznástrojová výmena hlavy (pomocou dvoch vrúbkovaných matíc). Tlačiareň je už pripravená – beznástrojová výmena extruderov je už implementovaná.
Princíp minimálnych zmien znamená aj využitie existujúceho firmvéru. Repetier firmvér, ktorý používame, implementuje špeciálny režim – Laser Mode. V tomto režime sa presuny hlavy (G0) vykonávajú s vypnutým laserom, aktívne pohyby (G1/G2/G3) sa vykonávajú so zapnutým laserom. Intenzita laseru sa nastavuje vopred (M03).
Použitie existujúceho firmvéru prinieslo niekoľko problémov. Firmvér je optimalizovaný pre 3D tlač a bohužiaľ ani prepnutie do Laser Mode tieto optimalizácie neodstaví. Ide najmä o:
- radenie príkazov – príkazy, ktoré nesúvisia priamo s tlačou sú vykonávané mimo poradia; týka sa to najmä zapínania a vypínania digitálnych vstupov. Preto je potrebné do generovaného kódu vkladať čakacie inštrukcie.
- obmedzené PWM, ktoré dosahuje frekvencie v jednotkách Hz, čo je absolútne nedostatočné pre riadenie výkonu laseru. Následkom tohoto obmedzenia laser pracuje iba v on/off režime. Riešením je pridať nezávislý (napr. napätím riadený) generátor PWM prípadne riadiť hĺbku rezu rýchlosťou pohybu
- riadenie dynamiky – minimálna rýchlosť pohybu je odvodená od parametrov motorov a maximálneho povoleného zrýchlenia. Pri našej tlačiarni (80 krokov na mm a 950mm/s2) je minimálna rýchlosť 300mm/min. Našťastie je možné zrýchlenie nastavovať dynamicky. Avšak nastavenie nižšieho zrýchlenia sa negatívne prejaví na rýchlych posunoch. Riešením je dynamické nastavenie zrýchlenia pri každej zmene rýchlosti
Mechanická časť
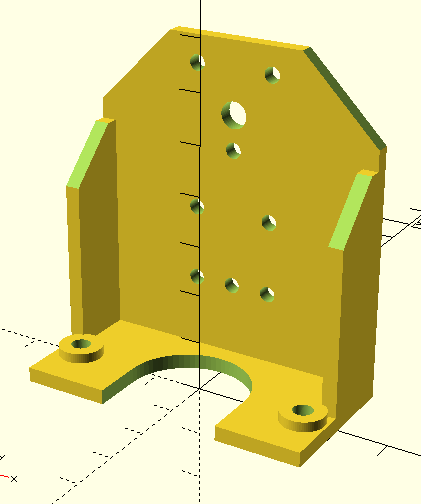
Základom laserovej hlavy je držiak vytlačený z ABS. Model je v priloženom súbore. Ide o prvú verziu, pripravuje sa nová verzia, ktorá bude obsahovať tlakové ofukovanie a „červený bod“ na zameriavanie polohy a výšky hlavy.
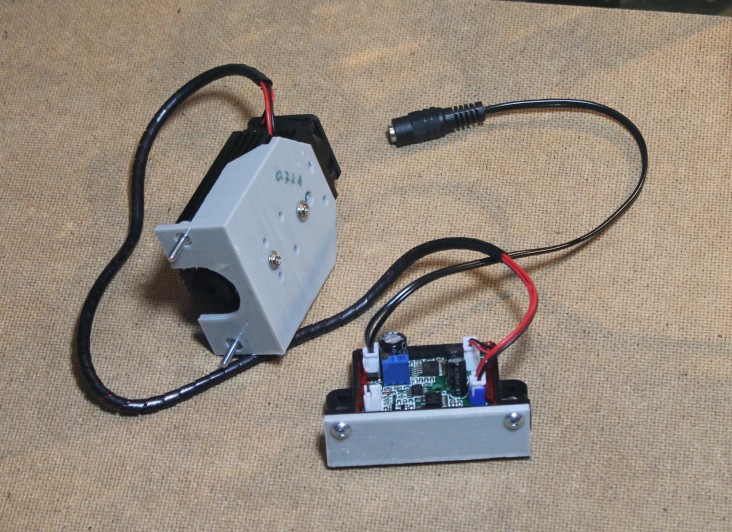
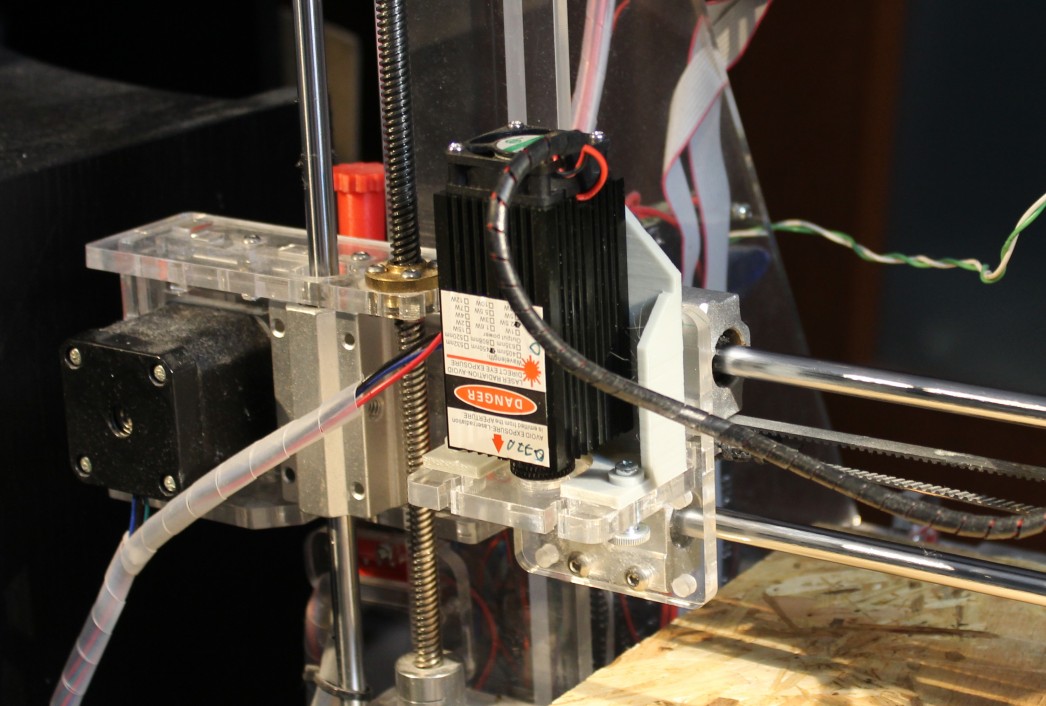
Laserový modul je bežný 2,5W modul z Číny. Zvolili sme verziu s PWM kontrolérom, pre ktorý sme vytlačili jednoduchý držiak, ktorým je kontrolér prichytený na rám tlačiarne. Zostavu ilustrujú nasledujúce obrázky.
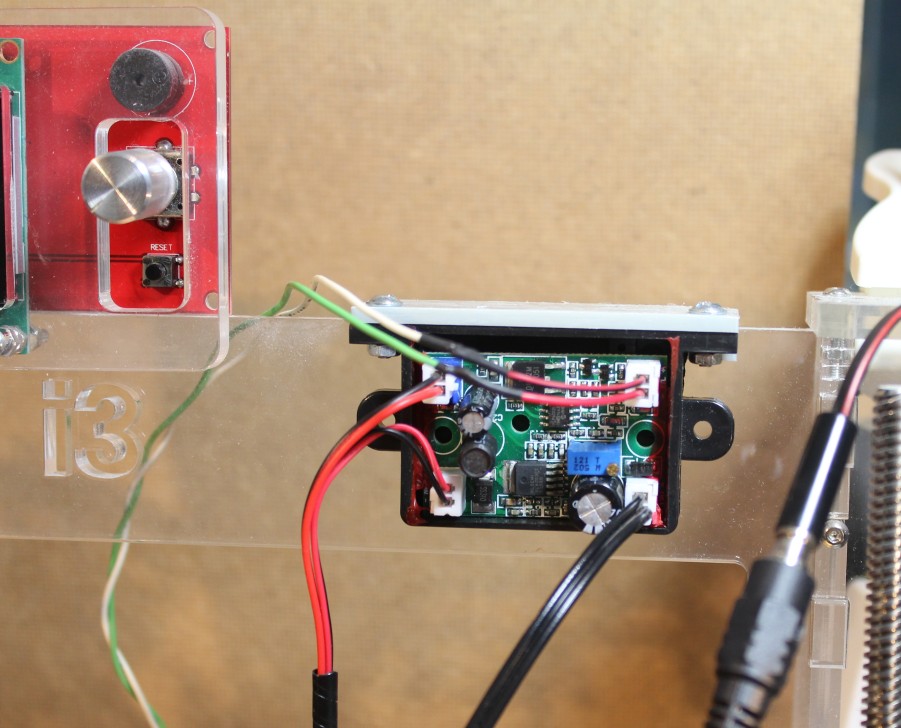
Napájanie 12V je vyvedené rovno zo zdroja. Pre riadenie sme použili digitálny výstup D40, prepojený na PWM vstup kontroléra. Pozor na polaritu – rukami nám prešlo niekoľko kontrolérov a niektoré mali polaritu na PWM konektore obrátenú.
Firmvér
Laser Mode je potrebné povoliť v konfigurácii firmvéru a priradiť k nemu správny digitálny výstup. Po prekompilovaní a nahratí nového firmvéru je tlačiareň pripravená. Ak používame Repetier-Firmware configuration, nastavíme parametre na záložke Tools, ak chceme priamo editovať súbor Configuration.h, nastavíme premenné SUPPORT_LASER, LASER_PIN a LASER_ON_HIGH.
Pokiaľ nechceme firmvér kompilovať môžeme využiť explicitné zapínanie a vypínanie laseru. Keďže príkazy Spindle ON/OFF (M03/M05) v štandardnom FFF režime nefunguju, potrebujeme laser spínať pomocou ovládania digitálneho pinu (napr. M42 P40 S255/M42 P40 S0).
Príprava podkladov a vytvorenie g-code
Pre pripravu g-code sme sa rozhodli pre Inkscape. Je to veľmi prepracovaný bezplatný softvér a hlavne obsahuje mnoho ľahko upraviteľných rozšírení.
Od začiatku bolo zrejmé, že bez úprav niektorého z rozšírení pre generovanie g-code sa nezaobídeme. Najvhodnejším kandidátom sa nakoniec ukázal JFU Laser Tool. Jeho najväčšou výhodou je podpora zmeny intenzity laseru na základe atribútu priehľadnosti v predlohe.
Z JFU Laser Tool sme odvodili vlastné rozšírenie – BASTL Laser Tool. Stiahnuť ho môžete na konci článku alebo na Githube. Inštalácia je prostá: súbory treba skopírovať do systémového alebo užívateľského adresára s rozšíreniami (adresáre sú definované v konfigurácii Inkscape: Edit->Preferences->System).
Nové vlastosti rozšírenia BASTL Laser Tool zahŕňajú najmä:
- podpora špecifík Repetier firmvéru
- rozlíšenie
G1(rezanie) aG0(presun) príkazov (v pôvodnom rozšírení sa všetky pohyby realizujú príkazomG1) - modulácia intenzity laseru zmenou rýchlosti
- riadenie akcelerácie pri nízkych rýchlostiach
- podpora externého PWM generátora
- softvérové zaostrovanie (nastavenie Z osi)
- nastavenie ofsetu (posun na X a Y osi)
Treba spomenúť ešte jednu skrytú vlastnosť (ktorá existuje v pôvodnom rozšírení, avšak zmienku o nej sme nikde nepostrehli): ak do výstupného adresára umiestnime súbory s názvom header a/alebo footer, tieto sa zahrnú do generovaného kódu a nahradia preddefinovanú hlavičku alebo nožičky. My sme prispeli iba poznámkami v generovanom kóde.
Nebudeme sa hlbšie venovať návrhu predlohy. Postup návrhu predlohy je podrobne popísaný na stránkach pôvodných autorov: https://jtechphotonics.com a http://www.fucik.name.
Najdôležitejšie zásady pri návrhu predlohy sú:
- do úvahy sa berú iba cesty (paths), ostatné objekty treba najprv skonvertovať na cesty
- pri stanovovaní intenzity sa do úvahy berie iba priehľadnosť cesty. Priehľadnosť kompozícií (napr. zlúčenia do skupiny) sa neberie do úvahy
- radenie objektov v predlohe je dôležité: objekty sa režú odpredu dozadu
Generátor g-code BASTL Laser Tool nájdeme v menu Extensions (Rozšírenia), podmenu BASTL Tools. Po jeho zvolení sa objaví dialóg s voľbami, rozdelenými do dvoch záložiek:
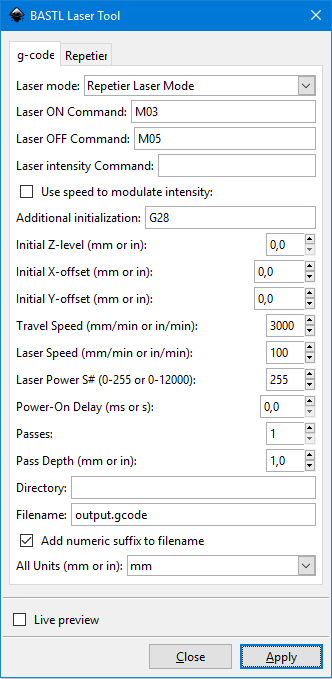
Na prvej záložke (s názvom g-code) nájdeme väčšinu parametrov ovplyvňujúcich tvorbu g-code:
- Laser Mode: varianta generovaného g-kódu: kompatibilná s Repetier Laser Mode alebo GRBL
- Laser ON Command: Príkaz na zapnutie laseru v GRBL režime, resp. nastavenie intenzity laseru v Repetier režime. Typicky
M03. - Laser OFF Command: Príkaz na vypnutie laseru (typicky
M05). Používa sa iba v GRBL režime. - Laser Intensity Command: Kód na riadenie nezávislého PWM modulu. Pokiaľ je použitý, Laser ON Command používa vždy maximálnu hodnotu (Laser Power)
- Use speed to Control Intensity: Intenzita laseru je riadená zmenou rýchlosti. Pokiaľ je voľba zapnutá, Laser ON Command používa vždy maximálnu hodnotu (Laser Power)
- Additional initialization: dodatočný inicializačný kód, pokiaľ nechceme meniť celú hlavičku
- Initial Z-level: základná (nulová) poloha; poloha, v ktorej je laser zaostrený na povrch rezaného materiálu
- X-offset: posun rezaného objektu v osi X
- Y-offset: posun rezaného objektu v osi Y
- Travel Speed: Nominálna rýchlosť presunu pri vypnutom laseri v mm/min.
- Laser Speed: Nominálna rýchlosť presunu pri zapnutom laseri v mm/min. Rýchlosť sa môže meniť, ak je povolená rýchlostná modulácia.
- Laser Power: Nominálna hodnota pre maximálnu intenzitu laseru. Intenzita sa môže znížiť vplyvom priehľadnosti cesty. Pre Repetier firmvér to je 255, pre GRBL je to 12000. Ak zariadenie nepodporuje riadenie intenzity, treba položku nastaviť na maximum.
- Power On Delay: Doba čakania po zapnutí laseru; používa sa iba v GRBL režime, repetier firmvér ju má napevno stanovenú vo firmvéri
- Passes: Počet prechodov, pokiaľ sú potrebné na úplné prerezanie materálu
- Pass Depth: Hĺbka vniku pri jednom prechode. Pri každom ďalšom prechode sa laserová hlava posunie smerom dolu o zadanú hodnotu
- Directory: Adresár, do ktorého sa zapíše generovaný súbor.
- Filename: Meno výstupného súboru.
- Add numeric suffix to filename: K názvu súboru sa automaticky pridá poradové číslo.
- All Units: Jednotky, ktoré sa použijú vo výstupnom súbore (mm alebo inch)
- Live preview: Zobrazuje trasu laseru priebežne pri zmenách parametrov.
- Apply: Spustenie generovania g-code.
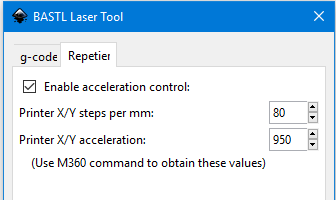
Na druhej záložke (s názvom Repetier) nájdeme parametre špecifické pre Repetier firmware:
- Enable acceleration control – povoľuje riadenie akcelerácie, ak potrebujeme nižšie rýchlosti
- Printer X/Y steps per mm: – počet krokov krokového motora na 1 mm v osiach X a Y
- Printer X/Y acceleration: – maximálne zrýchlenie osiach X a Y
Oba parametre sú konfiguračné parametre tlačiarne. Oba sa dajú získať príkazom M360. Parametre sa používajú ako pri výpočte tak pre opätovné nastavenie po ukončení rezania.
Po nastavení parametrov a stlačení Apply sa vytvorí vo výstupnom adresári súbor obsahujúci g-code. Súčasne sa na obrazovke objaví množstvo šípok naznačujúcich pohyb laserovej hlavy. Tieto šípky nám pomôžu identifikovať ak sme niektorý objekt zabudli skonvertovať na cesty. Šípok sa zbavíme zrušením poslednej operácie (Undo).
Ak označíme iba niektoré objekty (Select), do výstupného súboru budú zahrnuté iba označené objekty. To umožňuje rezať či gravírovať predlohu po častiach, polohu môžeme meniť pomocou parametrov X-Offset a Y-Offset bez posúvania objektov v návrhu.
Príprava na rezanie
Pred rezaním je potrebné laser zaostriť. Optiku zaostríme iba približne, presné nastavenie doladíme nastavením výšky laserovej hlavy od podložky.
Nastavenie je jednoduché. Necháme laserom vypáliť čiaru pri súčasnej zmene výšky laserovej hlavy. Môžeme k tomu použiť takýto kód, ktorý nakreslí 100mm čiaru a laserovú hlavu zdvihne o 50mm:
M452 ; povolenie laser mode G28 ; nastavenie nulovej polohy G21 ; suradnice v mm G90 ; absolutne suradnice M03 S255 ; plna intenzita laseru G0 X20 Y25 Z0 ; chod na stanovene suradnice G1 F300 ; nastavenie rychlosti 300mm/min G1 X120 Z50 ; rezanie 100mm, zdvihnutie o 50mm M05 ; vypnutie laseru G28 X ; navrat na X=0 M84 ; vypnutie motorov
Výsledkom by mala byť čiara s meniacou sa hrúbkou. Najtenšie miesto predstavuje bod zaostrenia. Ak je najtenšie miesto 4cm zľava, treba výšku nastaviť na 2cm.
Pokiaľ je najtenšie miesto na kraji čiary alebo tesne pri okraji treba zmeniť zaostrenie optiky. Ideálne by najtenšie miesto malo byť v polovici čiary.
Zameranie môžeme opakovať s menším zdvihom (napr. +- 5mm okolo už zmeranej výšky), čím získame presnejšiu hodnotu.
Takto získanú hodnotu upravenú o hrúbku rezaného materiálu zadávame v Inkscape pri generované g-code ako „Initial Z-level“.
…a nakoniec rezanie
Získaný g-code pošleme do tlačiarne ľubovoľným podporovaným spôsobom. Rezanie vyzerá asi takto:

Tip na ochranné okuliare: slušné okuliare sa dajú získať na eBay pod názvom „Eagle pair“ a stoja okolo 40 dolárov (na ilustráciu: video na tejto stránke bolo natočené cez tieto okuliare). Okuliare za 2 doláre pribalené k modulu vyzerajú funkčne (jednoduchý test: svietenie na stenu cez okuliare), avšak nekryjú dobre po stranách a padajú z nosa.
Na stiahnutie
OpenSCAD model držiaka laserovej hlavy
Rozšírenie pre Inkscape BASTL Laser Tool (alebo priamo na Githube)
