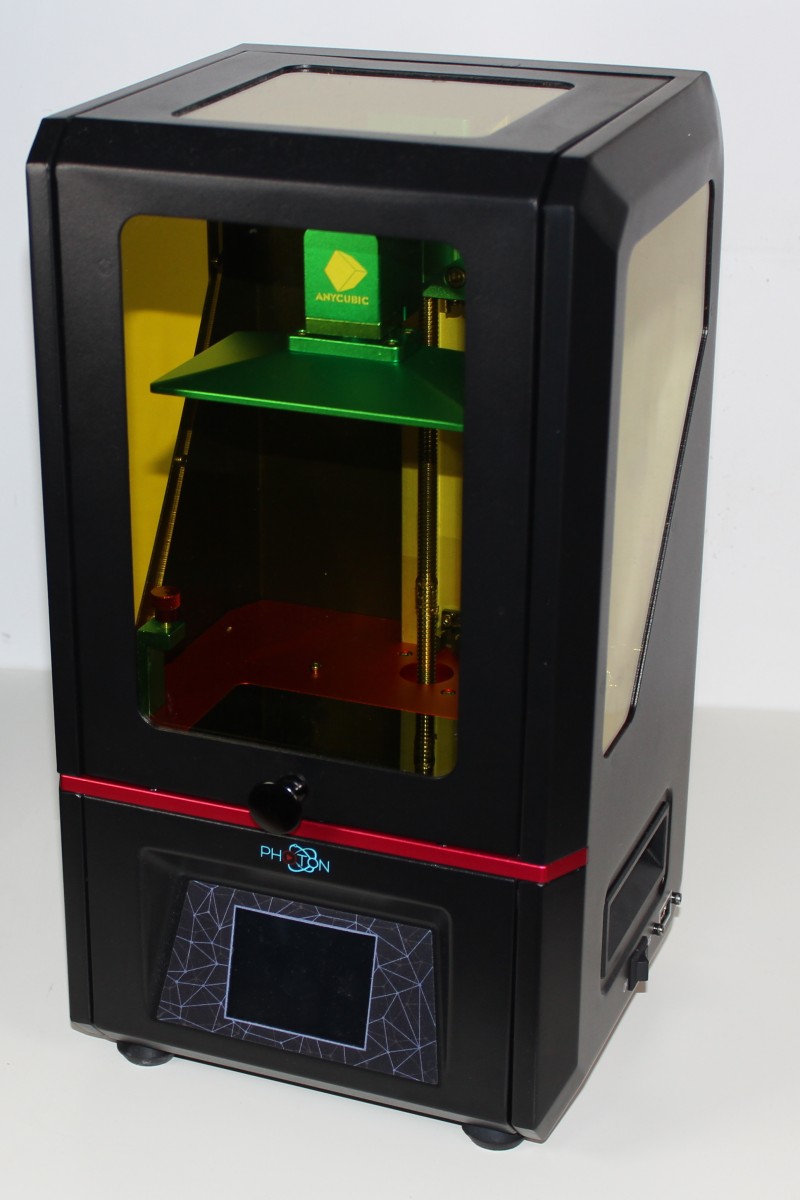
Vývoj ide dopredu a SLA/DLP tlač sa stala dostupnou. Ceny DLP tlačiarní klesli pod €400, začiatočné chyby sú vychytané a UV živice sa už dajú kúpiť v obchode za rohom. Tak sme si jednu – konkrétne AnyCubic Photon – obstarali.
A tu sú prvé skúsenosti, dojmy – či pozitívne alebo negatívne a pár tipov, ako žiť s touto tlačiarňou.
Na prvý pohľad by sa mohlo zdať, že všetko, čo sme doteraz robili a vyvíjali stratilo zmysel. Máme na mysli oblasť malých modelov – riešiť ako vytlačiť model tak, aby na ňom vynikli detaily stráca zmysel – proste tam budú. Alebo riešiť či kombinovať laserové rezanie s 3D tlačou stráca zmysel, keď napríklad domček dokážeme vytlačiť v jednom kuse aj s babkou na priedomí.
V skutočnosti to tak samozrejme nie je. DLP tlač má svoje obmedzenia – či už vlastnosti materiálu (krehkosť), náchylnosť na deformácie pri tlači, problém s tlačou malých otvorov, rozmer modelu, cena materiálu. Skôr to vyzerá na kombináciu všetkých technológií – FDM tlač tam, kde treba vyššiu mechanickú odolnosť doplnenú o prvky s detailmi z DLP tlačiarne. A aj diely rezané laserom určite nájdu svoje uplatnenie.
Ale poďme k samotnej tlačiarni.
Na úvod treba povedať, že AnyCubic Photon je celkom vydarený kus hardvéru. Tlačiareň je jednoduchá, kompaktná, ľahko sa nastavuje a používa a pri dodržaní niekoľkých jednoduchých zásad aj veľmi spoľahlivá. Na internete sa dá nájsť popis viacerých problémov, ale tie sa týkali starších modelov (s modrým sklom). Novšie modely (s jantárovým sklom) sú dúfajme spoľahlivejšie.
Jeden problém bohužiaľ stále pretrváva – kompatibilita USB kľúčov. Nie každý USB kľúč tlačiareň rozozná a nie vždy načíta USB kľúč na prvý raz. Tento problém nie je vyriešený ani v najčerstvejšej verzii firmvéru (4.2.12) uvoľnenej práve v čase písania tohoto článku.
Princíp tlače je prostý. Model sa zhmotňuje zo živice, vytvrdzovanej UV žiarením. Model sa tlačí hore nohami – podložka z eloxovaného hliniku sa ponorí do vaničky so živicou a model sa postupne z vaničky vyťahuje. Vanička má priehľadné dno a model je nasvecovaný odspodu vrstvu po vrstve UV svetlom cez masku tvorenú LCD displejom.
Pôvodne sme chceli vymenovať výhody a nevýhody v porovnaní s FDM tlačou. Ukázalo sa, že to nie je až tak jednoduché. Tak sme sa rozhodli pre jednoduché vzmenovanie rozdielov či základných vlastností bez klasifikácie – každý si vyberie, či ide o výhodu alebo nevýhodu. Tu sú:
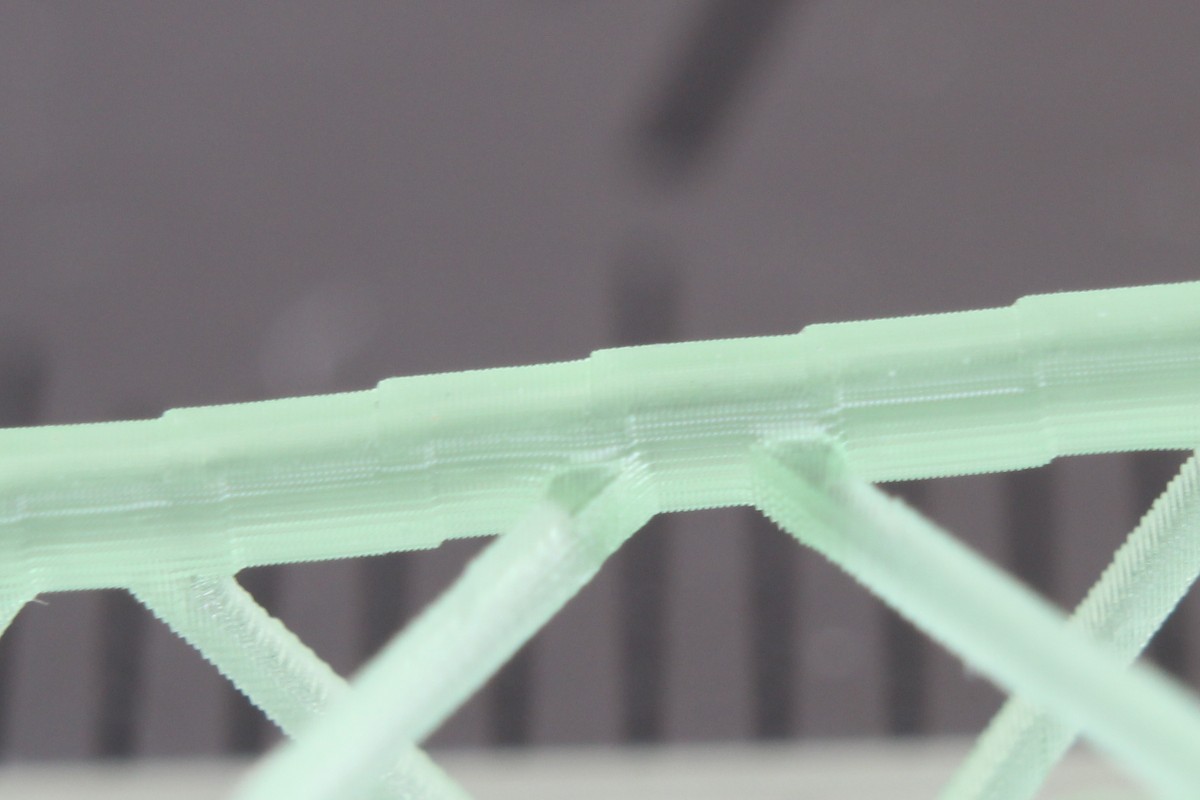
- Kvalitná tlač s vysokým rozlíšením – horizontálne rozlíšenie je 47μm, vertikálne rozlíšenie je od 1.25μm. Avšak horizontálne rozlíšenie treba správne interpretovať. FDM tlačiareň má jemnejší krok (napr. 12.5μm), avšak s touto presnosťou kladie slíž roztaveného plastu o hrúbke 200μm a viac, ktorý sa navyše rozmazáva a ťahá za tryskou čím vzniká niečo ako mechanický antialiasing. Výsledkom je že v horizontálnej rovine je vytlačený povrch hladký. U DLP tlačiarne je najmenšou tlačovou jednotkou kocka o hrane 47μm (rozmer bodu na LCD displeji), bez výrazného antialiasingu. Vo výsledku sú na výtlačku pekne vykreslené detaily, ale celý model je pixelizovaný, tak ako na obrázku vpravo (kliknite naň pre lepšie rozlíšenie).
- Tlačiareň zvláda jemné a zložité priestorové štruktúry a detaily, nedosiahnuteľné pri FDM technológii
- Doba tlače je závislá iba od výšky, nie od objemu – je jedno, či tlačíme jeden objekt alebo desať rovnakých objektov naraz; na druhej strane úzky vysoký objekt sa tlači rovnako dlho ako rovnako vysoký objekt cez celú plochu.
- UV vytvrdzovaná výrazne zapách. I keď zápach nemusí byť vnímaný vyslovene ako nepríjemný (čo môže byť vnímané individuálne), dokáže byť značne intenzívny. Je to o to horšie, že tlačiareň je odvetrávaná ventilátorom, takže množstvo výparov vyhnaných do okolia je pomerne veľké.
- Nie je možné priebežne sledovať postup tlače, keďže výtlačok je schovaný v živici a v počiatočnej fáze je zakrytý vaničkou. Našťastie existuje možnosť bez následkov pozastaviť tlač – podložka sa zdvihne a je možné skontrolovať stav tlače.
- „Mokrý proces“, ktorý prináša isté nepohodlie:
- Výtlačok vyžaduje dodatočné čistenie v alkohole a dodatočné vytvrdzovanie
- Je treba dbať na čistotu živice vo vaničke. Akákoľvek upadnutá alebo prilepená hrudka vytvrdenej živice spôsobí, že podložka nepriľahne na dno vaničky a prvá vrstva sa neprichytí.
Montáž
Montáž je veľmi jednoduchá – stačí namontovať gombík na dvierka a namontovať podložku.
Vyrovnanie podložky
Správne vyrovnanie tlačovej podložky je kritické pre úspešné prichytenie prvej vrstvy. Informácií a videí je o tejto operácií dosť, takže len telegraficky:
- uvoľníme skrutku guľového kĺbu tak, aby sa podložka voľne hýbala
- necháme nastaviť podložku do základnej polohy (Home) – táto poloha je zhruba 3mm nad LCD displejom
- Vsunieme pod podložku kus kancelárskeho papiera a pomaly posúvame podložku smerom dolu za súčasného vyrovnávania až kým sa papier pod podložkou nepohybuje ťažko – a to rovnomerne ťažko po celej ploche LCD displeja
- zaistíme guľový kĺb
Všetky postupy zmieňujú, že papier spod podložky sa musí dať vytiahnuť zťažka. No v skutočnosti je to obvykle tak, že papier ide vybrať buď ľahko alebo – o krok nižšie – nejde vybrať vôbec. V takejto situácii je lepšia poloha, v ktorej sa papier nedá vybrať vôbec.
Príprava modelu
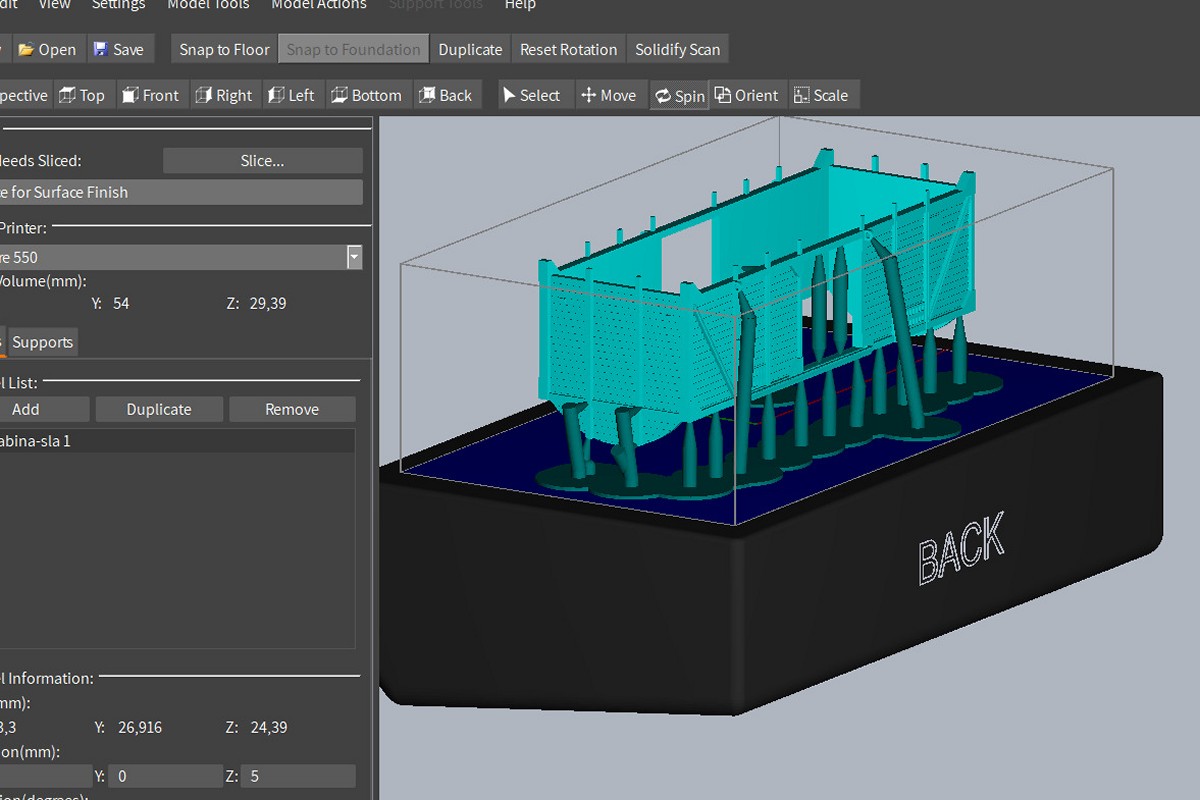
Podopretý model v Anycubic Photon Slicer
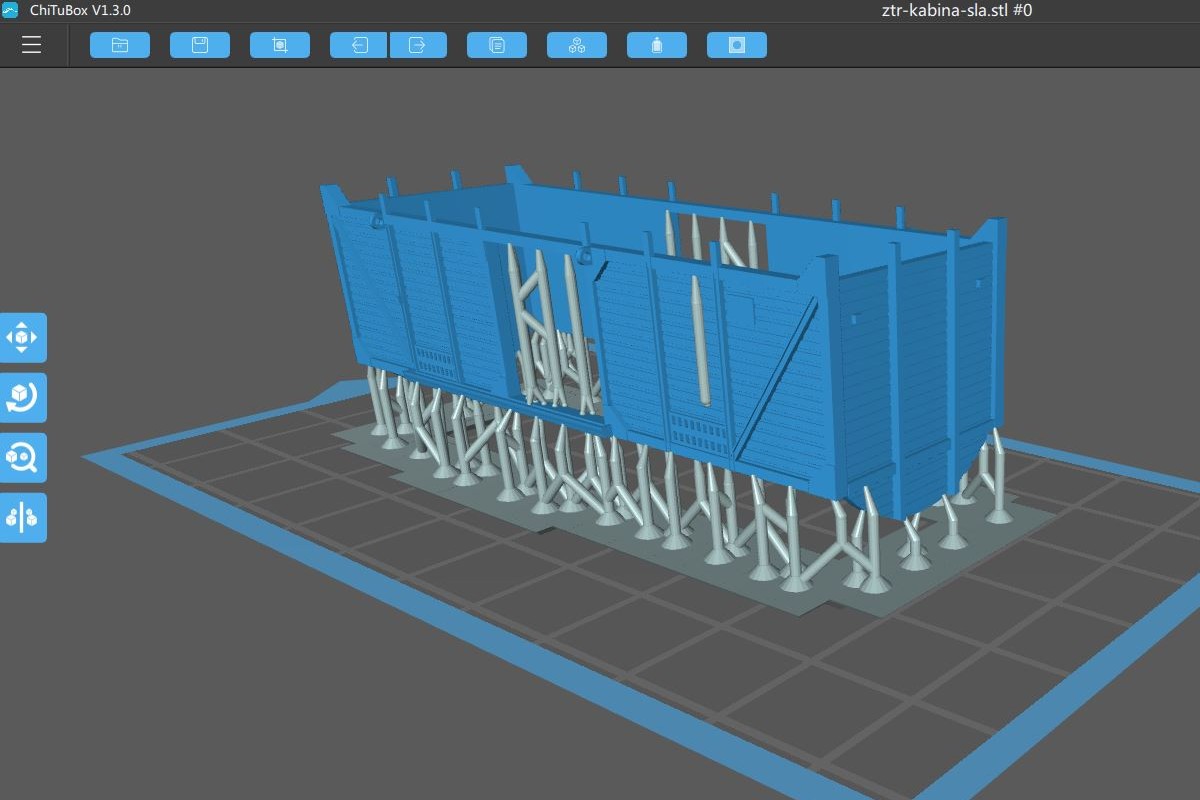
Podopretý model v ChiTuBox
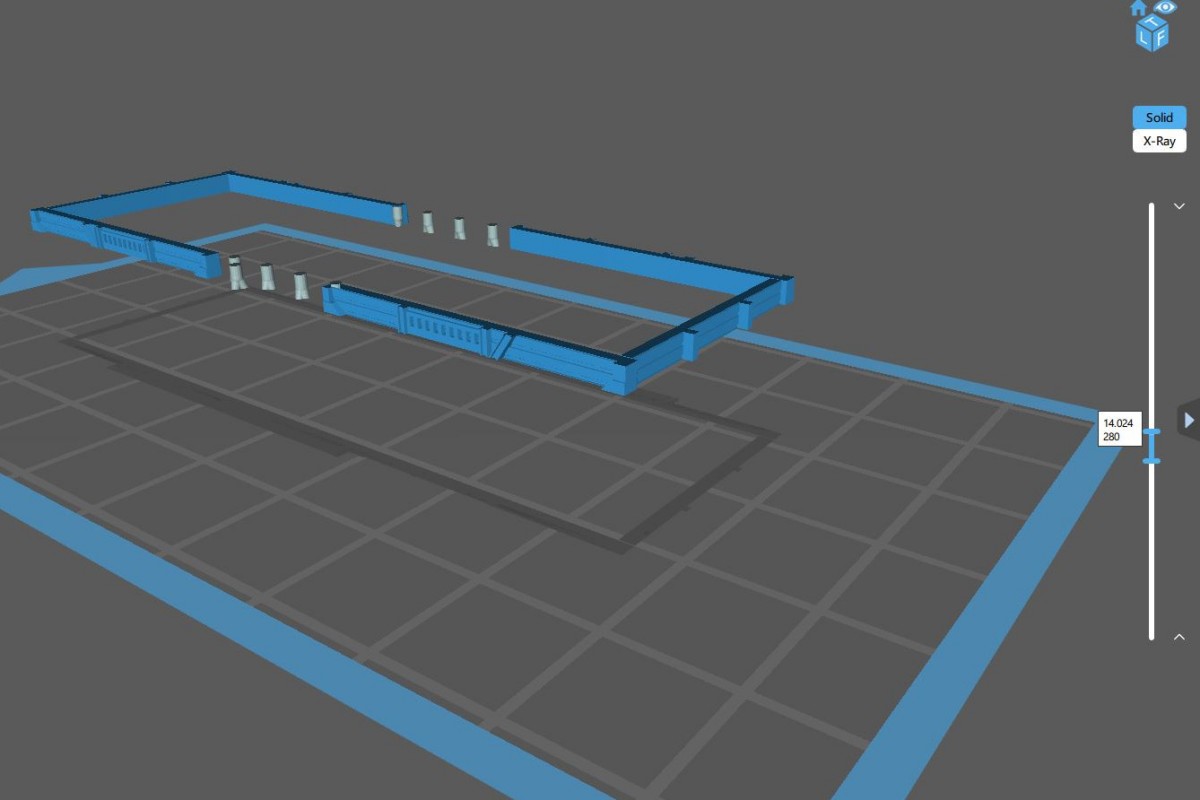
Rez modelom v ChiTuBox
Chyba v ChiTubox – nezmyselná vrstva
Pohľad na B9Create

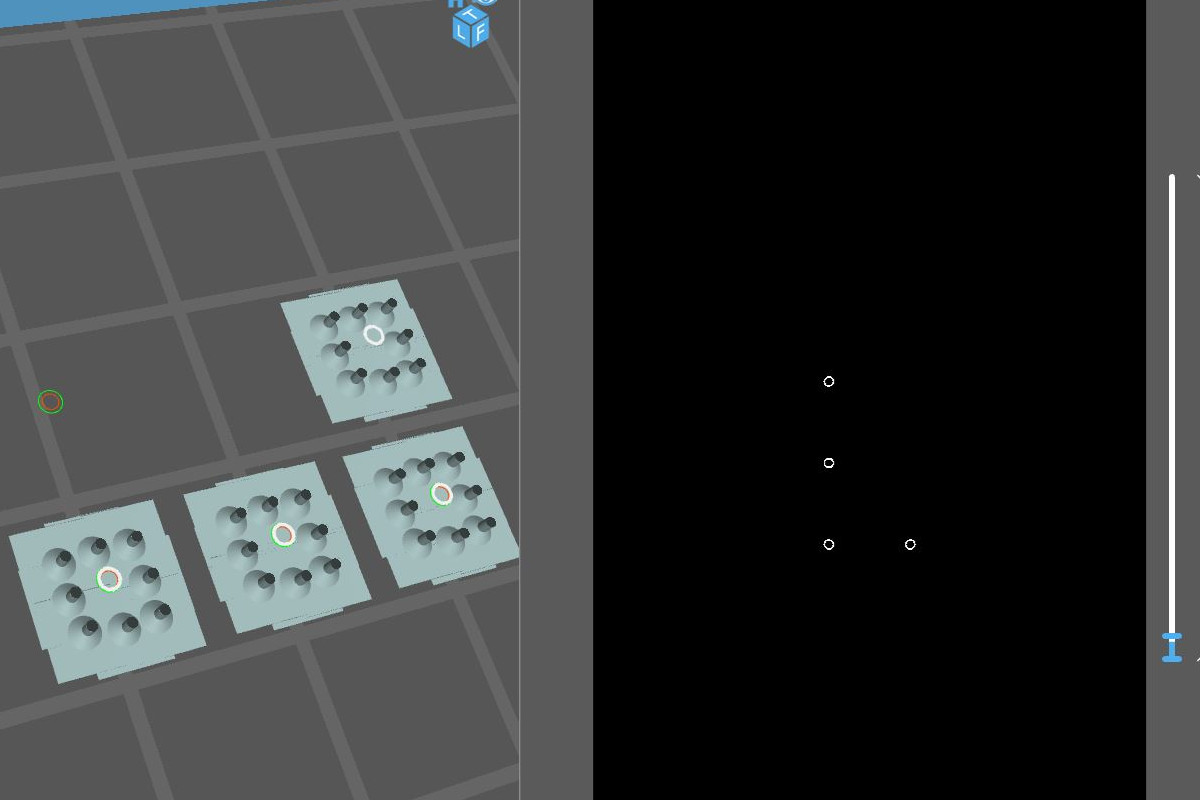
Detekcia nepodopretých ostrovčekov v Photon File Validator

Detail nepodopret0ho ostrovčeka v Photon File Validator
Už pri návrhu modelu treba brať do úvahy technológu tlače. V niektorých aspektoch sa návrh modelu v porovnaní s FDM tlačou líši:
- Plné objekty sa v zásade tlačia ako plné objekty. Infill, tak ako ho poznáme z FDM tlače, neexistuje – vo voľnom priestore by ostala uväznená nevytvrdená živica. V sliceroch existujú riešenia ako urobiť model dutým, ale nie je možné považovať ich za univerzálne riešenie
- Vodorovné plochy a tenké veľké plochy môžu spôsobovať problém – model sa pri tlači „mácha“ v živici hore a dole a hydrodynamické tlaky ho môžu deformovať. Ak nie je vyhnutia dá sa to samozrejme riešiť podperami (povieme si o nich ďalej), ale je lepšie sa tomu vyhnúť
- Aspoň jedna dobrá správa: nemusíme riešiť či má model dno ktoré bude držať na podložke. Keďže väčšinou budeme model tlačiť „vo vzduchu“ na podperách, túto otázku riešiť nemusíme.
Ak máme model navrhnutý, musíme ho pripraviť pre tlač. To v zásade znamená, že mu musíme na kritické miesta pridať podpery. Podpery slúžia na to, aby model udržali na podložke, aby podopreli vyčnievajúce časti a aby model spevnili. Podpery sa dajú pridať v sliceri určenom pre DLP tlač.
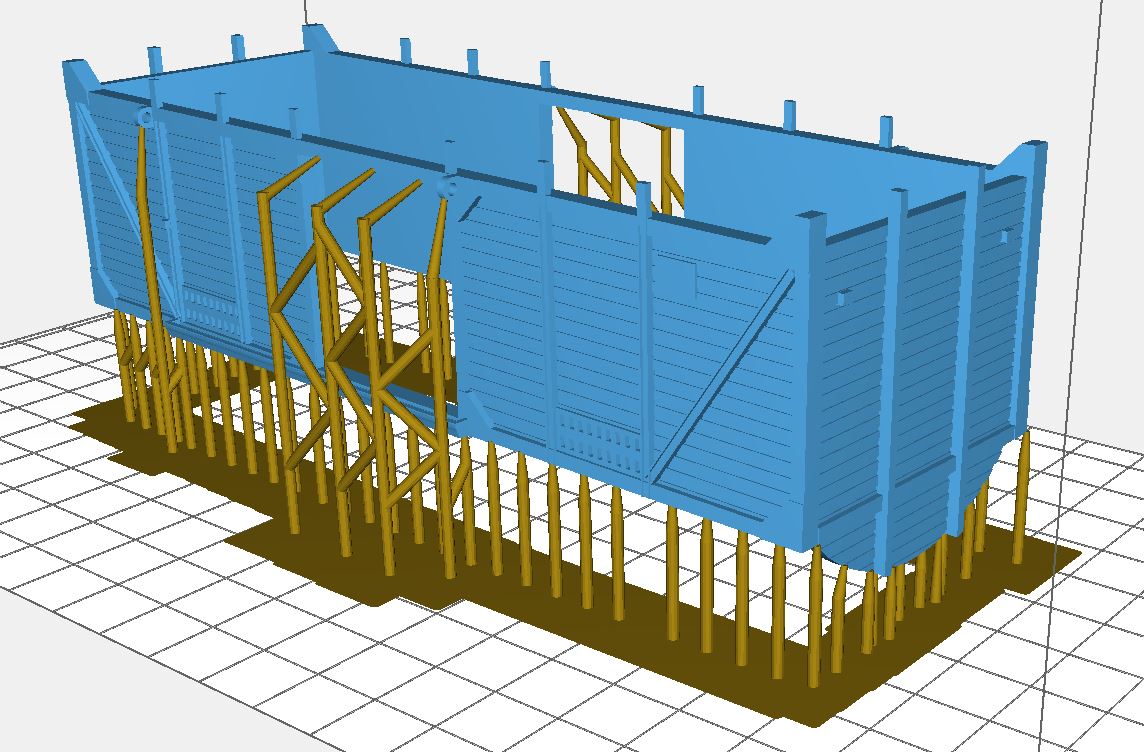
Keď sa model začína tlačiť, prvých niekoľko vrstiev sa silno preexponuje, aby sa model dobre uchytil na podložke. To môže spôsobiť iné mechanické a vzhľadové vlastnosti prvých vrstiev, prípadne isté rozmerové nepresnosti. Preto sa odporúča tlačiť model na podperách. Ako taký model s podperami vyzerá môžete vidieť na prvom obrázku vpravo.
Podpier musí byť dostatočné množstvo, aby model udržali – model je pri tlači vystavený pomerne veľkým hydrodynamickým tlakom a silám potrebným na odlepenie čerstvo exponovanej vrstvy od dna vaničky a slabo podoprený model sa môže odtrhnúť.
Druhou úlohou podpier je priestorovo stabilizovať model aby pri posúvaní hore a dole neubiehal do strán. Model na obrázku je z tohoto pohľadu podopretý nedostatočne a tlač nedopadla dobre,
Poslednou úlohou podpier je zabrániť, aby sa nejaká časť modelu nezhmotnila oddelene od zvyšku modelu – tzv. nepodopreté ostrovčeky. Tieto kúsky sú nebezpečné, pretože ostanú plávať v živici alebo ostanú prilepené na dne vaničky a spôsobia problémy pri ďalšej tlači – zabránia pritlačeniu podložky ku dnu vaničky a ďalší výtlačok sa neprichytí. Jediným riešením tejto situácie je prefiltrovať živicu a vyčistiť vaničku, čo nepatrí medzi príjemné práce.
Podpery sa v mnohých sliceroch dajú vytvoriť automaticky, avšak výsledok nie je stopercentný a vyžaduje kontrolu a korekcie.
Pozrime sa, aký softvér máme k dispozícii.
Priamo výrobca poskytuje DLP slicer pod názvom Anycubic Photon Slicer. Tento program poskytuje pomerne skromné, avšak na prvé oboznámenie dostatočné možnosti. Umožňuje rozložiť viac modelov na podložke, umožňuje pridať podpery – automaticky aj ručne, umožňuje nastaviť parametre tlače a vygenerovať tlačový súbor.
Za najväčší nedostatok považujeme nemožnosť uložiť rozpracovaný model ako projekt, takže napríklad po neúspešnej tlači sa k projektu nevieme vrátiť a nemáme možnosť pridať alebo upraviť podpery.
Anycubic Photon Slicer je staršou a oklieštenou verziou DLP slicera ChiTuBox.
DLP Slicer ChiTuBox je ďalšou voľbou. Je k dispozícii bezplatne, avšak stiahnutie vyžaduje registráciu. Dobrá správa pre profesionálnych paranoikov: služba mailinator.com sa pri registrácii využiť dá.
Najdôležitejšie vlastnosti DLP slicera ChiTuBox:
- možnosť uložiť rozpracovaný projekt
- je možné skúmať objekty v reze, čo napomáha pri identifikácii vhodných bodov pri podperách
- kvalitnejšie automatické vytváranie podpier
- možnosť konverzie plného objektu na dutý, vrátane vytvorenia drenážnych otvorov (a zátok na ne); konverzia je možná len objektu ako celku, nie je možné špecifikovať časti, ktoré sa majú konvertovať
- je možné špecifikovať infill, vrátane vnútornej podpornej konštrukcie. Bohužiaľ použitie tejto vlastnosti je obmedzené, keďže mu chýba možnosť špecifikovania drenážnych otvorov
Na druhej strane má ChiTuBox hrozné užívateľské rozhranie.
Čo je ale horšie: v ChiTuBox je zjavne chyba v rezaní na vrstvy. Niekedy sa prejaví pri rezaní vrstiev v podperách a pomôže poposúvať modely po podložke. Avšak v niektorých prípadoch – ako je ukázané na obrázku vpravo – ChiTuBox vygeneruje nezmyselnú vrstvu. V tomto prípade vynechal všetky skutočné objekty a vygeneroval niekoľko krúžkov ktoré tam nemajú čo hľadať.
Poznámka 23.4.2019 – bola uvoľnená nová verzia ChiTuBox – 1.4.0 – v ktorej je tento problém odstránený (resp. neprejavuje sa).
Poznámka 3.5.2019 – bohužiaľ aj vo verzii 1.4.0 sa prejavujú rôzne náhodné chyby. Uvidíme, ako to pôjde ďalej.
Problém riešime tak, že tlačovú dávku pripravíme v ChiTuBox, vyexportujeme ju ako STL súbor ktorý následne spracujeme v Anycubic Photon Slicer, ktorý funguje spoľahlivo.
Ďalším bezplatným programom (stiahnutie vyžaduje vyplnenie krátkeho dotazníka) je B9 Create. Ide o program určený pre tlačiarne firmy B9 Creations, avšak vieme ho použiť aj pre prípravu tlače pre AnyCubic Photon. Program umožňuje rozmiestniť modely, vytvoriť podpery a pripravený model vyexportovať do STL súboru, ktorý môžeme narezať v v Anycubic Photon Slicer.
Program B9 Create dokáže rozpracovaný projekt uložiť. Avšak chýba mu automatické vytváranie podpier a nedokáže vytvoriť dutý model.
B9 Create veľmi príjemné a intuitívne užívateľské rozhranie.
Zmieňme ešte NanoSupport z projekti NanoDLP. Je to pomerne jednoduchý program s neveľkými možnosťami najmä čo sa týka vytvárania podpier. Nepodarilo sa nám vytvoriť iné ako zvislé podpery.
Zaujímavým programom je Photon File Validator. Tento program umožňuje preskúmať hotový tlačový súbor. Jeho najdôležitejšou vlastnosťou je možnosť identifikovať tzv. nepodopreté ostrovčeky, ktoré by znečistili živicu vo vaničke. Ako detekcia vyzerá môžete vidieť na posledných dvoch obrázkoch vpravo.
Dôležitou funkciou tohoto programu je schopnosť opraviť drobné chybu, kde chýba veľmi málo k dokonalosti – väčšinou ide o rôzne hroty a výčnelky, ktoré sú oddelené medzerou o veľkosti jedného bodu.
Odporúčame pred tlačou skontrolovať prípadne opraviť každý súbor. Ušetríme si nepríjemné filtrovanie živice a čistenie vaničky, nehovoriac o riziku poškodenia fólie na dne vaničky. Aj problém s nesprávnou funkciou ChiTuBox bol identifikovaný práve vďaka tomuto programu.
Program Photon File Validator umožňuje – trochu neintuitívne – zmeniť aj parametre tlače. Nové údaje si program pýta pri ukladaní súboru.
Pre úplnosť zmieňme ešte PreForm od FormLabs. V mnohých inštruktážnych článkoch sa tento prgram zmieňuje ako nástroj vhodný na kontrolu vytvoreného modelu aj s podperami. Na nič iné sa v podstate použiť nedá – je určený výlučne pre tlačiarne FormLabs a nepodporuje žiaden iný výstup, t.j. nie je možné model exportovať v STL formáte. Program je monštrum – inštaluje množstvo ovládačov pre tlačiarne FormLabs, Bonjour a vlastne neposkytne nič, čo by sme nevedeli urobiť pomocou skôr zmienených programov.
Tlač
Teraz už stačí preniesť vygenerovaný súbor do tlačiarne na USB kľúči, naliať do vaničky živicu a spustiť tlač. Živice je treba dať radšej menej – asi 5 milimetrov, maximálne po zalomenie na stene vaničky – aby sa pri tlači nezalial guľový kĺb podložky.
Pokiaľ je podložka dobre zarovnaná a v živici sa nenachádzajú nečistoty, tak sa obvykle výtlačok spoľahlivo prichytí na podložku.
Tlač prebieha tak, že medzi jednotlivými vrstvami sa podložka zdvihne asi jeden centimeter – počas tohoto kroku sa výtlačok spoľahlivo oddelí od pružnej fólie tvoriacej dno vaničky a pod výtlačok natečie čerstvá živica. Práve počas tohoto kroku môže dôjsť k odtrhnutiu nedostatočne podopretého modelu alebo jeho deformácii.
Tlač je možné kedykoľvek pozastaviť a skontrolovať postup tlače, prípadne doplniť živicu. Pri pozastavení sa podložka vysunie asi 1cm nad okraj vaničky. Prvá kontrola má význam po 15-20 minútach, dovtedy nie je vo vrstve živice na podložke nič vidno.
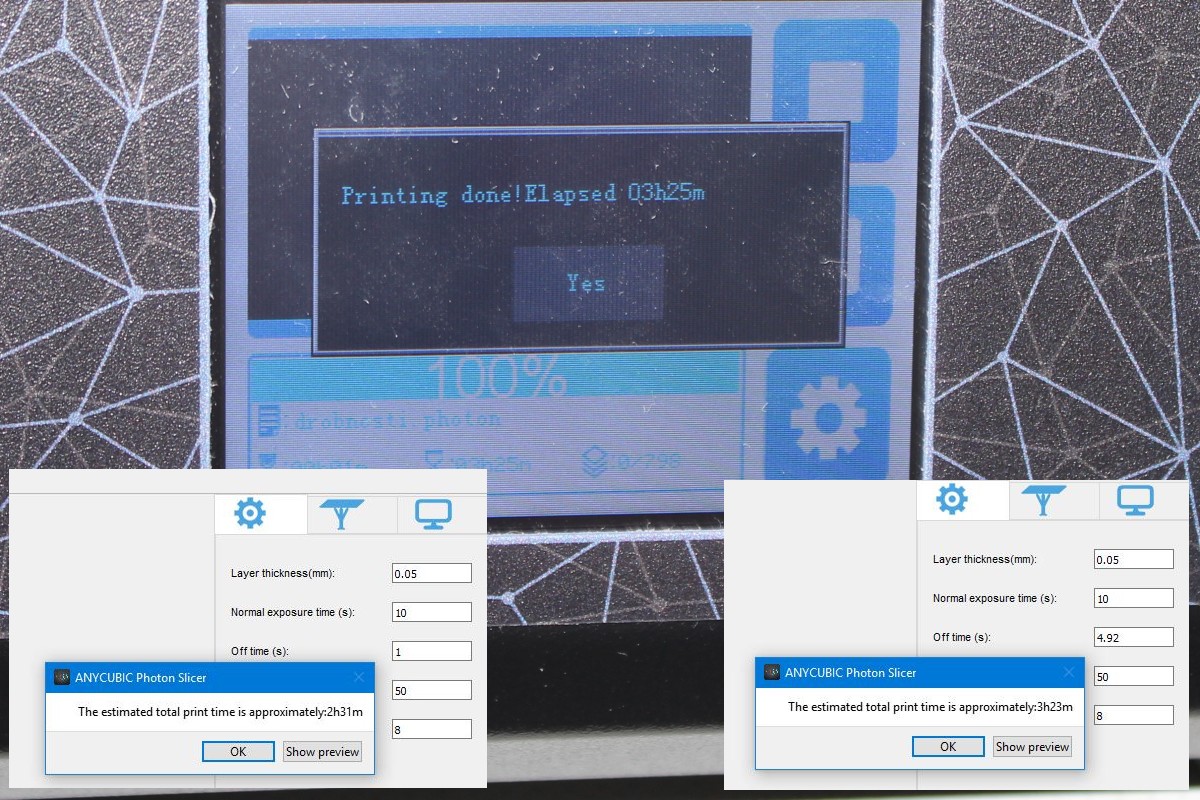
Čo si ale určite pri tlači všimneme je že odhadnutý čas tlače je podstatne kratší ako skutočný čas tlače. Vinu a tom nesie položka „Off Time“, ktorá je prednastavená na jednu sekundu. Táto položka špecifikuje čas, ktorý ubehne medzi zhasnutím displeja a jeho ďalším rozsvietením. Do tohoto času sa započítava aj čas potrebný na zdvihnutie a opätovné ponorenie modelu do živice. Minimálny čas je daný tlačiarňou a býva – aspoň podľa dokumentácie – 4,5 alebo 6,5 sekundy. Pokiaľ je v sliceri nastavený menší čas, tak tlačiareň použije svoj minimálny čas a slicer akurát zle spočíta čas.
Najlepšie je však čas zmerať – napríklad natočiť krátke video a zmerať čas. U nás bol tento čas 4,92 sekundy, po aktualizácii firmvéru na verziu 4.2.12 sa predĺžil na 6.76 sekundy.
Čistenie a vytvrdzovanie

Model je po vytlačení oddeliť od podložky. Pomocou plastovej stierky to ide pomerne dobre. Na interenetoch sa dajú nájsť odporúčania, že je lepšie použiť oceľovú stierku – avšak pri použití oceľovej stierky môže dôjsť k poškodeniu hliníkovej podložky.
Model je následne potrebné očistiť od zvyškov živice opláchnutím v alkohole. Odporúča sa použiť isopropylalkohol, avšak na testovanie stačí technický lieh. Používame dve nádoby – jednu na hrubé očistenie a druhú na dočistenie. Finálny oplach vodou z čírej lenivosti vynechávame. Na tento účel je perfektná uzatvárateľná nádoba s vyberacím košíkom (google: dóza Lock na nakladanú zeleninu).
Použitý lieh netreba hneď likvidovať – UV svetlom sa dá rozpustená živica vyzrážať a po usadení zrazeniny môžeme recyklovaný lieh zliať a opäť použiť. Filtrovanie (cez filter na kávu) sa neosvedčilo – usadenina je veľmi jemná a filtračný papier sa rýchlo zanesie.
Malá poznámka k výberu liehu: technický lieh od výrobcu Severochema zapácha horšie ako živice a reziduálny zápach napriek intenzívnemu vetraniu ostáva dlho na všetkom, čoho sa dotkne.
Na záver prichádza vytvrdenie výtlačku UV svetlom. Vytvrdením sa spevní najmä povrchová vrstva, bez vytvrdenia výtlačok pôsobí gumeným a lepkavým dojmom. UV svetlo pravdepodobne nepreniká veľmi hlboko do výtlačku, takže šetrenie času skrátením expozície pri tlači sa nebude dať dohnať záverečným vytvrdením.
Starostlivosť o živicu


Práca so živicou je asi najnepríjemnejšou súčasťou DLP/SLA tlače. Ale nie je vyhnutia.
Živicu je treba udržiavať a skladovať čistú a treba zaistiť, aby sa v nej nenachádzali vytvrdené zbytky po nepodarenej tlači alebo odpadnuté „nepodoprené ostrovčeky“. Takisto je treba z času na čas vaničku vyprázdniť a očistiť jej dno od prilepených zbytkov – toto je nutnosť po každej nepodarenej tlači.
To v praxi znamená, že živicu treba z času na čas filtrovať. Môžeme na to využiť priložené papierové filtre s nylonovým sitkom, avšak práca s nimi a ich likvidácia je trochu nešikovná. Takže sme zvolili cestu filtrovania cez sitko.
Špecializované sitká aj s lievikom sa dajú objednať zo známych čínskych zdrojov. Keďže sa nám nechcelo čakať, skúsili sme nájsť vhodné sitko z domácich zdrojov. Našli sme „Sitko na kávovú usadeninu PRESTO“, ktoré je veľmi jemné a je porovnateľné s papierovými filtrami. Na druhej strane má nemožný tvar… K sitku sme si vytlačili lievik (model na stiahnutie nájdete na konci článku).


Aby sme živicu nemuseli po tlači prelievať späť do fľaše, vytlačili sme si kryt na vaničku, ktorý chráni živicu pred svetlom ako zvrchu tak aj zospodu. Model je možné stiahnuť na konci článku.
Vrchnák je utesnený tesnením na okná. Dno má na okraji tesnenie na okná, spodok je vystlaný XPS podlahovou akustickou izoláciou.
Zhodnotenie
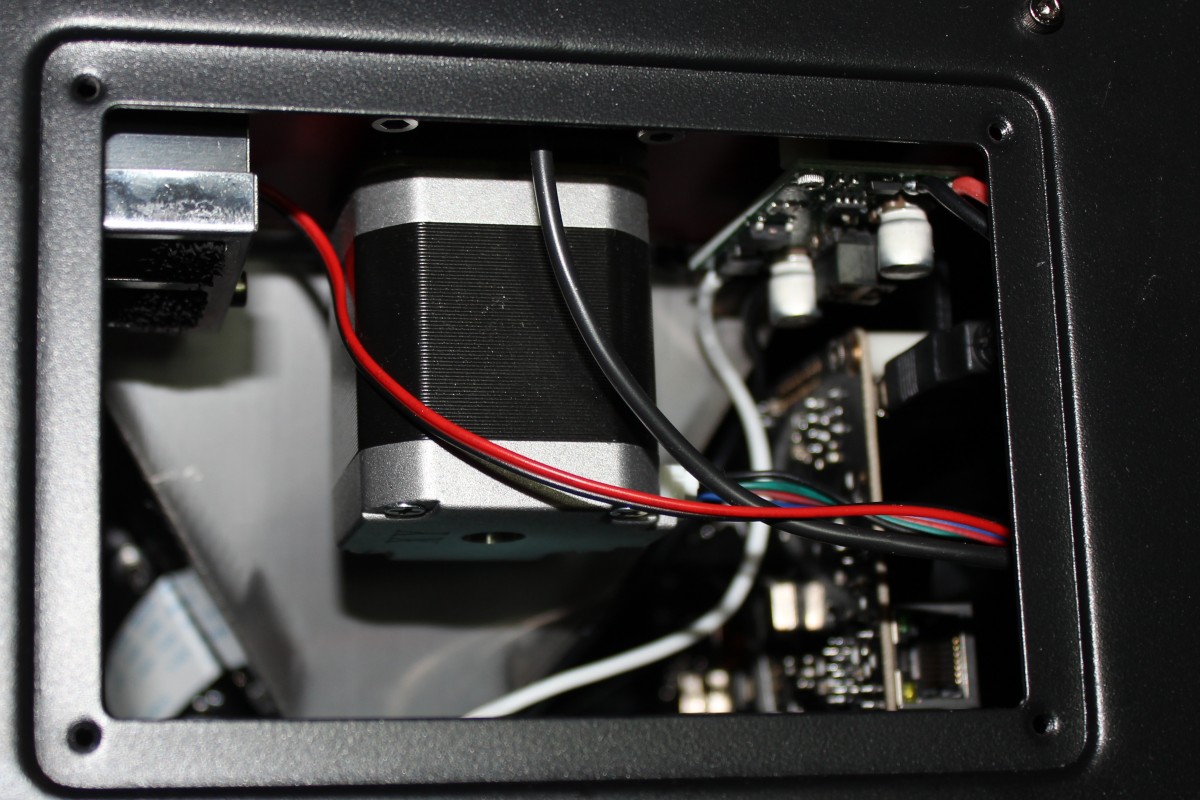
K tlačiarni samotnej niet veľa čo povedať. Jednoduchá konštrukcia, ľahká obsluha a jednoduché nastavenie patria k pozitívam. Svoju funkciu plní viac ako dobre. Čo sa dá vytknúť sú problémy s detekciou USB kľúčov. Takisto by sme ocenili priame pripojenie k PC cez USB alebo prostredníctvom siete – zaujímave je, že na riadiacej doske sa nachádza sieťové rozhranie (na obrázku vpravo dole), takže jeho využitie je zrejme len otázkou firmvéru.
Príprava modelov je o niečo náročnejšia ako pri FDM tlači – správne umiestnenie a natočenie modelu a správne pridanie podpier nie je vždy triviálna úloha. Takisto začisťovanie pozostatkov odstránených podpier môže byť pracné a hlavne kazí povrch inak dokonale vytlačeného modelu. Niekedy dochádza k nepríjemnému javu, keď sa bez zjavného dôvodu na modeli objaví miesto s prebytkom vytvrdenej živice alebo malé otvory sú bez dôvodu vyplnené. Domnievame sa, že príčinou môže byť to, že časti modelu sa chovajú ako svetlovod alebo dochádza k lomu či odrazu UV svetla a dochádza k vytvrdeniu živice aj tam, kde nemá. Jav obvykle zmizne po natočení modelu alebo po premiestnení podpier.
Miernym sklamaním sú aj samotné živice – všetky sú viac-menej priesvitné, s farebným nádychom. Na hrubých miestach to až tak nevadí, ale tenšie miesta alebo detaily ostávajú priesvitné.
Ale všetky tieto nedostatky sa dajú odpustiť – výtlačky sú jednoducho dokonalé.
Ešte slovo k zápachu a funkcii odvetrávacieho ventilátora. Letmý pohľad do vnútra tlačierne (po odskrutkovaní zadného krytu) ukazuje, že tento ventilátor (na obrázku vľavo hore) má skutočne jedinú úlohu rozháňať zápach po miestnosti. Nezdá sa že by čokoľvek chladil. Jeho odstránenie alebo odstavenie by mohlo výrazne znížiť šírenie zápachu. Voľne visiaci kábel priam láka k prestrihnutiu…
Jednoduchšie riešenie je ventilátor vypnúť softvérovo. Stačí vytvoriť malý súbor s obsahom:
M8030 T0 ; ventilator vypnuty ; Ine moznosti: -1 vzdy zapnuty (preddefinovene), -2 zapnuty pocas tlace M8500 ; ulozenie konfiguracie
a „vytlačiť“ ho. Neskôr si môžeme vytlačíť krytku na ventilátor, aby sme mali istotu že zápach nebude prenikať von.
Kam na živicu
Dobré skúsenosti máme s bratislavskou firmou JustCreate – ponúka živice od firmy Monocure. Oceňujeme rýchlosť a cenu dopravy. Doprava je zadarmo a v rámci Bratislavy ešte v ten istý deň.
Podobne dobré skúsenosti máme s nemeckou firmou 3DJake – má širokú ponuku živíc od viacerých výrobcov. Doprava je kupodivu tiež zadarmo, avšak trvá niekoľko dní.
A samozrejme je možné nakupovať živice priamo od firmy Anycubic v ich oficiálnom obchode na Aliexprese: https://anycubic3dprinter.aliexpress.com/store/group/Resin/721071_513470985.html.
Kam na softvér
AnyCubic Photon Slicer
ChiTuBox
B9 Create
NanoSupport
Photon File Validator
Na stiahnutie
OpenSCAD model krytu vaničky
Lievik
Kde sme nakupovali
Oficiálny Anycubic obchod: https://anycubic3dprinter.aliexpress.com/store/721071
Tlačiareň Anycubic Photon: https://anycubic3dprinter.aliexpress.com/store/group/Photon/721071_512757287.html
Náhradná vanička na živicu: https://anycubic3dprinter.aliexpress.com/store/group/VAT-TANK/721071_515674219.html
Živice Anycubic: https://anycubic3dprinter.aliexpress.com/store/group/Resin/721071_513470985.html
Vyššie uvedené linky a všetky linky na tovar v tomto článku sú súčasťou partnerského programu (affiliate links). Zakúpením tovaru protredníctvom uvedených linkov nám doprajete malú províziu od predajcu. Pokiaľ dospejete k názoru že províziu nepotrebujeme, neklikajte na link a skopírujte text linku do adresového okna Vášho prehliadača. Ďakujeme za podporu.
