V piatej časti nášho seriálu Šablóna na nanášanie pasty sme sa venovali výrobe šablón na nanášanie pasty fotocestou. Bolo to pracné a výsledky neboli nikdy úplne uspokojujúce. S príchodom 3D tlačiarne a po jej úprave na laserovú rezačku začala byť výroba a použitie šablón opäť zaujímavá.
I keď domáca výroba DPS v poslednom čase stráca na príťažlivosti najmä vzhľadom k ponuke čínskych výrobcov (viz https://pcbshopper.com/), šablóny pre nanášanie pasty stále predstavujú nepríjemnú položku. Keďže v amatérskej praxi šablónu potrebujeme použiť iba niekoľkokrát, vysoká investícia sa nevypláca.
Domáca výroba šablón fotocestou z rôznych plechov je síce možná, avšak je pracná a výsledok nanášania pasty bol problémový – pokiaľ šablóna nie je dokonale rovná, pasta sa nenanáša rovnomerne a dostáva sa pod šablónu.
Keďže máme k dispozícii 3D tlačiareň konvertovateľnú na laserovú rezačku (viac v článku Premeny 3D tlačiarne I. – Laserová gravírka) bolo prirodzené skúsiť šablónu pripraviť touto cestou.
Najväčším problémom sa ukázal materiál. Chceli sme použiť lacný a ľahko dostupný materiál, ako fólie do laserovej tlačiarne, obaly na spisy a podobne. Bohužiaľ žiaden materiál nevyhovel – PVC sa taví, priehľadné materiály sú priehľadné pre modrý laser. Nakoniec riešenie bolo prekvapivo prosté: papier.
Najvhodnejším sa ukázal kancelársky papier vyššej gramáže určený do laserových tlačiarní – 160g/mm2 až 200g/mm2. Tento papier má hrúbku 0,15 až 0,20 milimetra, je tuhý, hladký, rovný, pevný a málo nasiakavý. Bez problémov zvládne 5-10 nanesení pasty. Šablónu netreba čistiť, stačí ju zahodiť a vyrezať za pár minút novú.
Jediným problémom použitého papiera je jeho vysoký lesk – papier treba pred rezaním upraviť, aby lepšie absorboval energiu laserového lúča. Môžeme ho skúsiť zľahka nastriekať tmavou farbou, avšak najjednoduchší spôsob je vytlačiť na jednu stranu šedú plochu (jemný raster nie je na závadu).
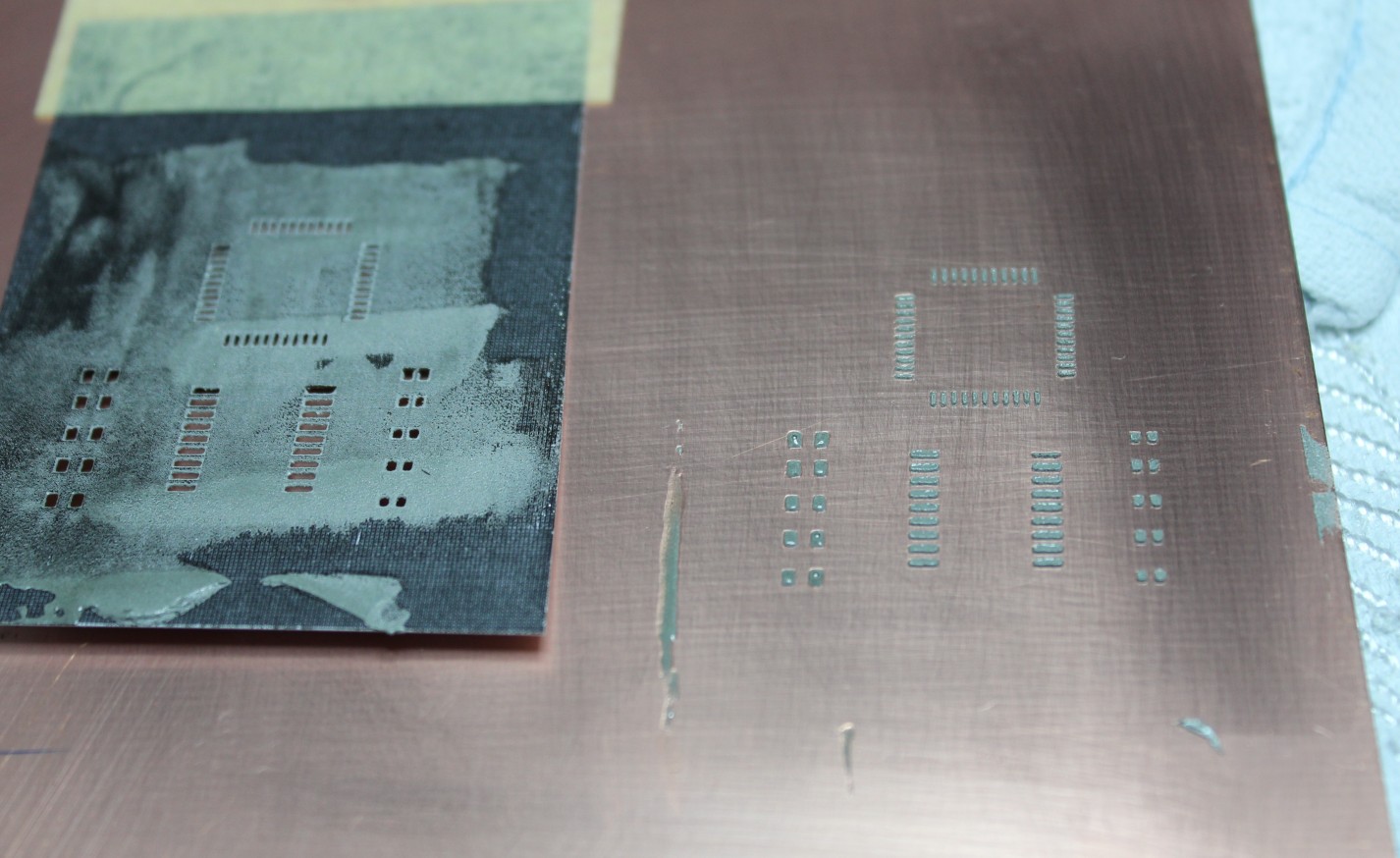
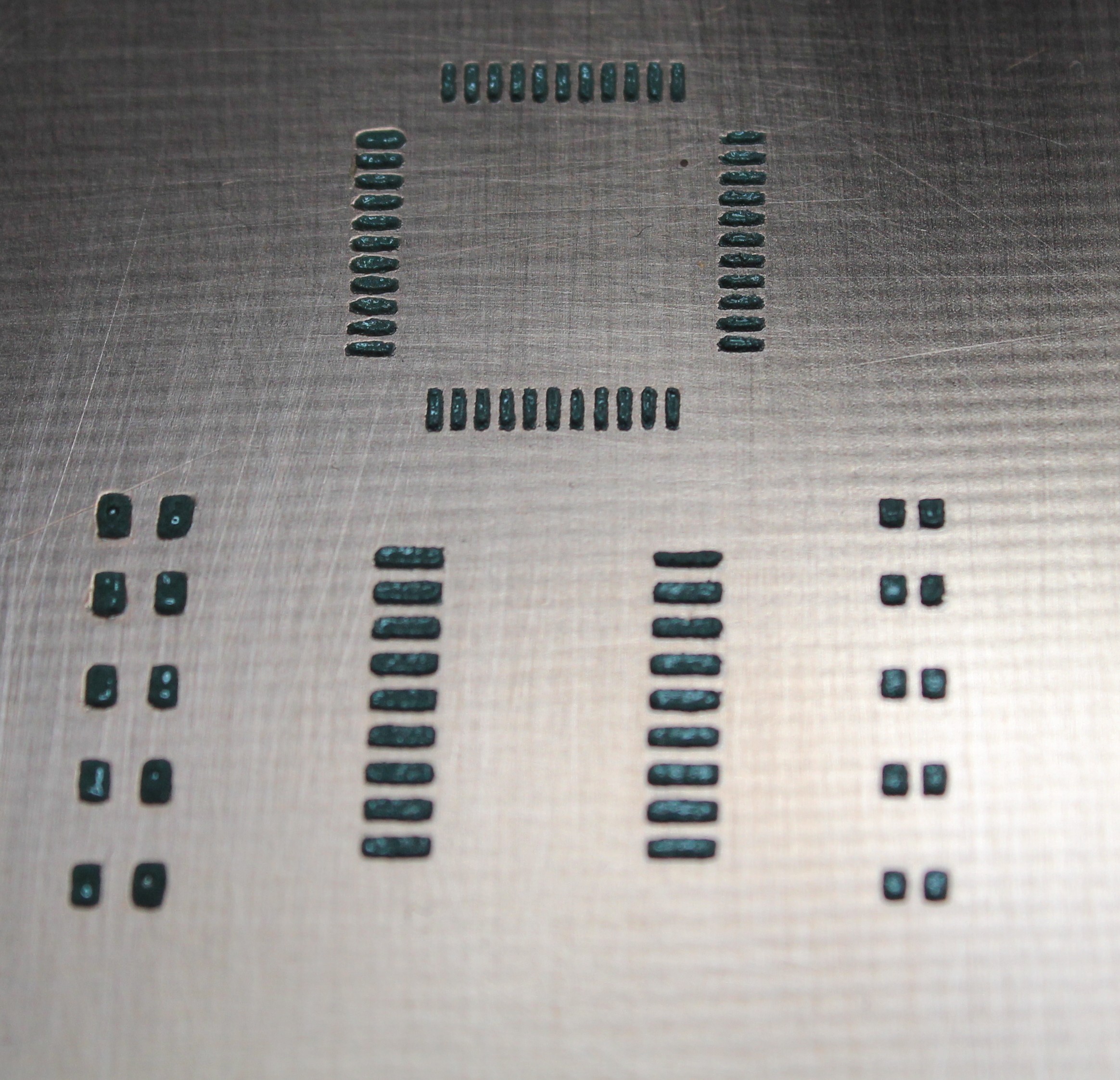
Najprv si ukážme výsledok, potom si povieme, ako sa k nemu dopracovať. Na obrázku vľavo je použitá šablóna (z hornej strany potlačená na čiernobielej laserovej tlačiarni) a nanesená pasta, na obrázku vpravo je vo vysokom rozlíšení detail nanesenej pasty.
Príprava predlohy
Prvým krokom je príprava podkladov pre masku v návrhovom programe. Veľmi stručne:
- Eagle: dajú sa vytvoriť cez CAM procesor z vrstiev tCream a bCream
- gEDA PCB: Gerber exportný filter (súbory <meno>.toppaste.gbr a <meno>.bottompaste.gbr)
- KiCAD: dajú sa vytvoriť cez plot výstup z vrstiev B.Paste a F.Paste (súbory <meno>-B.Paste.gbp a <meno>-F.Paste.gtp)
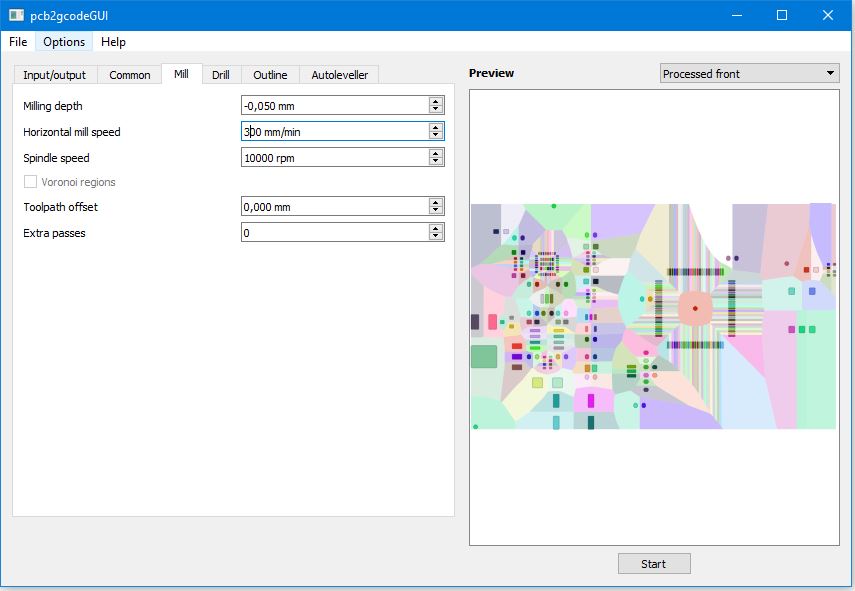
Druhým krokom je príprava podkladov pre laserové rezanie z vytvorených Gerber súborov. Na tento účel sa dajú využiť programy slúžiace na frézovanie DPS. Jedným z nich je pcb2gcode – existuje v textovej verzii a je k nemu k dispozícii GUI nadstavba (pcb2gcodeGUI). Oboje je možné stiahnuť na GitHube (https://github.com/pcb2gcode/pcb2gcode a https://github.com/pcb2gcode/pcb2gcodeGUI). Predkompilovaná verzia pcb2gcodeGUI obsahuje aj skompilovaný samotný pcb2gcode.
pcb2gcode môžeme používať s predvolenými parametrami – väčšina parametrov sa pri laserovom rezané nakoniec nevyužije. Dôležité parametre nájdeme na záložke Mill:
- Horizontal mill speed – požadovaná rýchlosť rezania
- Toolpath offset – je to vlastne polomer rezacieho nástroja, v našom prípade ho treba nastaviť na 0, aby sa otvory v šablóne zbytočne nezväčšovali.
Po zvolení Gerber súborov a špecifkovaní výstupného adresára môžeme spustiť konverziu.
Vygenerovaný G-code je vhodný pre CNC frézy avšak nie je kompatibilný s firmvérom 3D tlačiarní. Takže tretím krokom je konverzia do G-code akceptovateľného firmvérom 3D tlačiarní nástrojom ngc2laser.py z našej kuchyne. Nástroj môžete stiahnuť na konci článku alebo priamo na Githube.
ngc2laser.py je veľmi jednoduchý nástroj a je špecificky určený pre spracovanie výstupu z pcb2gcode. Čo najviac parametrov preberá z existujúceho G-code (napríklad rýchlosť rezania), zvyšné parametre môžeme špecifikovať na príkazovom riadku alebo v konfiguračných súboroch.
Usage: ngc2laser.py [options]Options: -h, --help show this help message and exit -f OUTPUT_FILE, --file=OUTPUT_FILE Name of output file; if not specified stdout is used -u UNIT, --unit=UNIT Output unit (mm or in); if not specified the unit used in input file is preserved --header=GHEADER Program header --footer=GFOOTER Program footer --zero-cmd=ZERO_CMD Virtual Zero Command --focus-height=FOCUS_HEIGHT Focus Height (mm or in) --x-offset=X_OFFSET Initial X offset (mm or in) --y-offset=Y_OFFSET Initial Y offset (mm or in)
Pokiaľ potrebujeme definovať viacriadkové príkazy použijeme znak „|“ ako oddeľovač riadkov.
Aby sme nemuseli opakovane zadávať všetky parametre môžeme vytvoriť súbor s preddefinovanými hodnotami. Máme dve možnosti:
- súbor s názvom
ngc2laserv aktuálnom pracovnom adresári - súbor s názvom
.ngc2laserv domovskom adresári užívateľa (~/.ngc2laseralebo%USERPROFILE%\.ngc2laser, v závislosti na použitom OS)
Najprv sa načíta súbor v domovskom adresári (pokiaľ existuje) a po ňom sa načíta súbor v aktuálnom pracovnom adresári. Hodnoty uvedené na príkazovom riadku majú prioritu pred hodnotami z konfiguračných súborov. Formát súboru je jednoduchý: obsahuje páry názov:hodnota (oddelené dvojbodkou), kde názov zodpovedá dlhému názvu voľby z príkazového riadku. Napriklad:
header:M452|G28|G90|M201 X950 Y950|M202 X950 Y950 focus-height:30
Rezanie a nanášanie pasty
Vytvorený G-code môžeme odoslať do tlačiarne. Podrobnosti postupu nebudeme opakovať, sú popísané v už zmieňovanom článku Premeny 3D tlačiarne I. – Laserová gravírka.
Podobne nanášanie pasty – podrobnosti nájdete v článku Šablóna na nanášanie pasty.
Na stiahnutie
ngc2laser konvertor (alebo priamo na Githube)
